
 Reply with Quote
Reply with QuoteDumpster's? It kind of looks like his.Originally Posted by katran




Way covers are my problem too ... I am still looking for the best way to solve this problem ...
Traming the mill is no issue ...I bought this from ebay , hope that it will do the job well ...
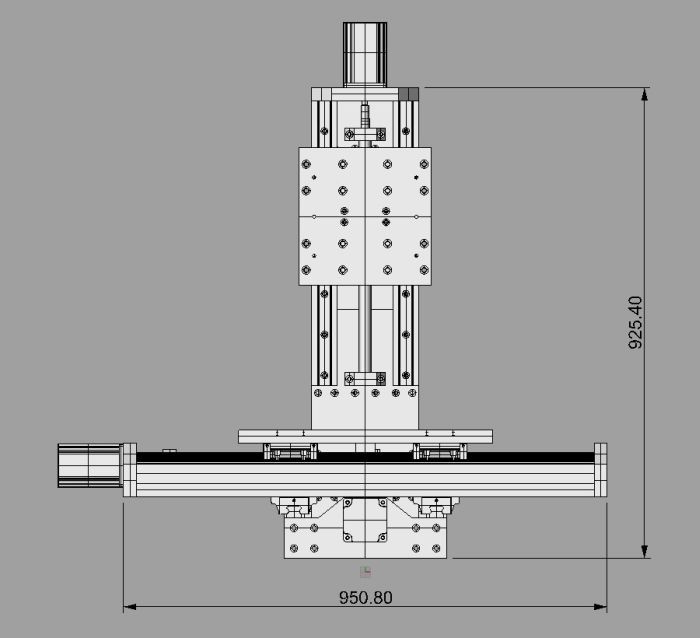
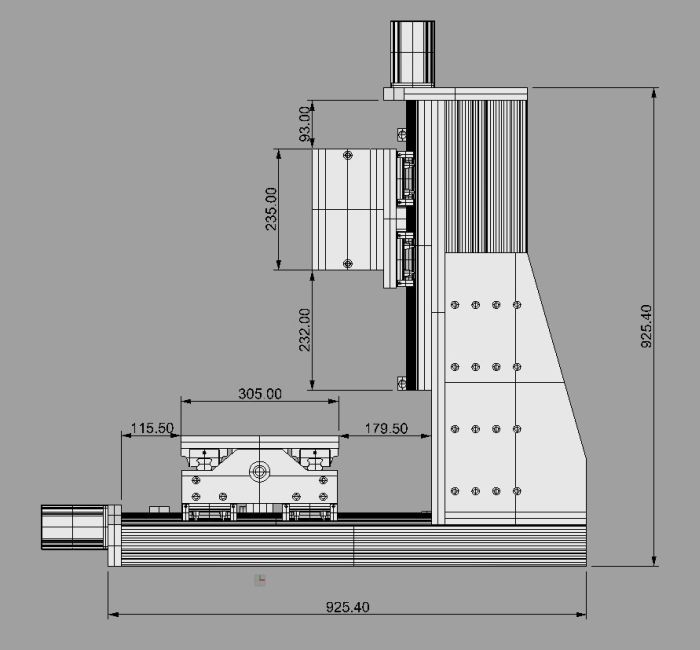
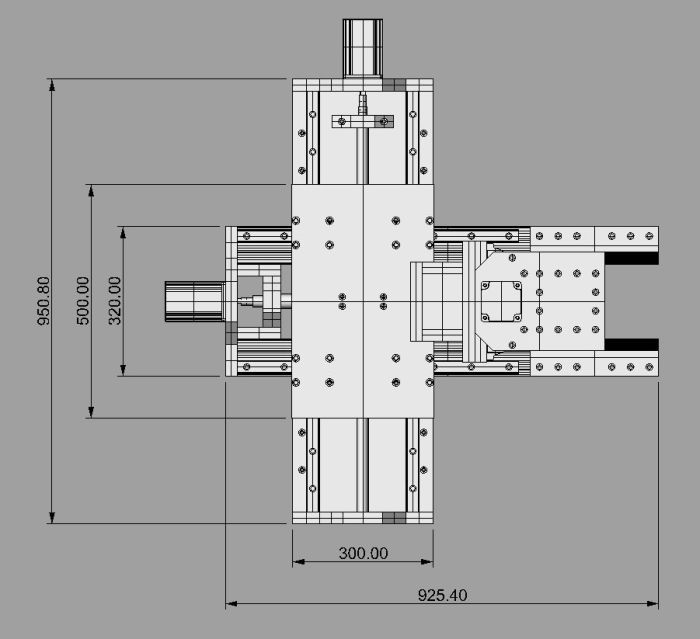
Here are the drawings ...If you want , I can send the 3Dfiles to your mail adress ( STEP , IGES or 3DM ) .
Dumpster's? It kind of looks like his.
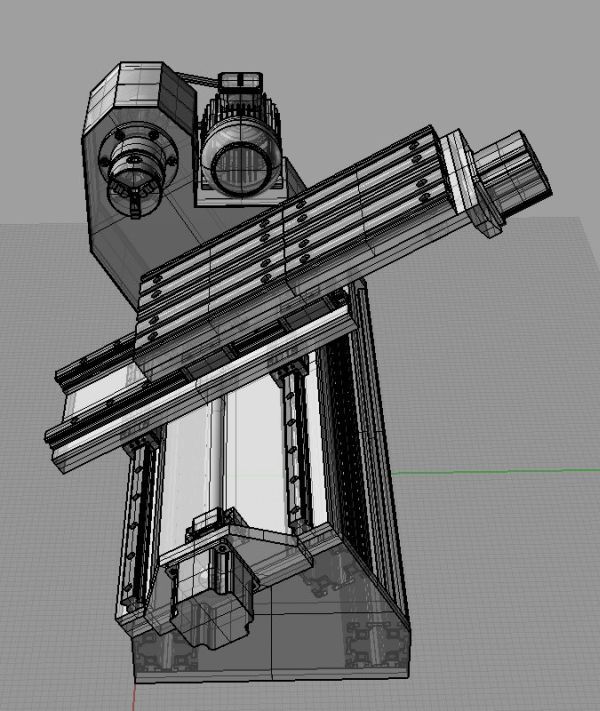
I like the overall design. Just a couple thoughts
Head may be a little stiffer if you remove the notch for the spindle motor.
Is there a reason not to integrate the stepper mount with the end plate of the lathe.
A head with a through hole can be useful if possible. Maybe grizzly makes something.
Nice job on the design
On a side note have you thought of using the tormach spindle with your mill design?
Nice considering I've been laid up with a bad cold/flu the last week.
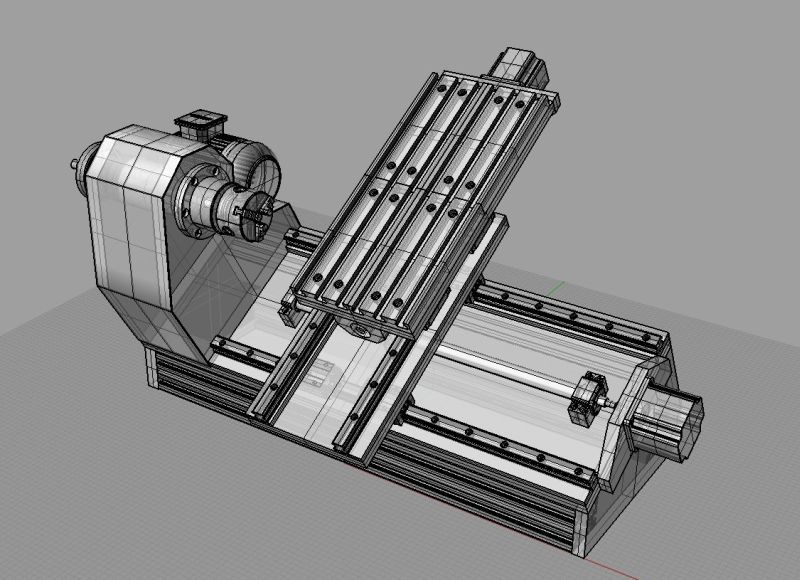
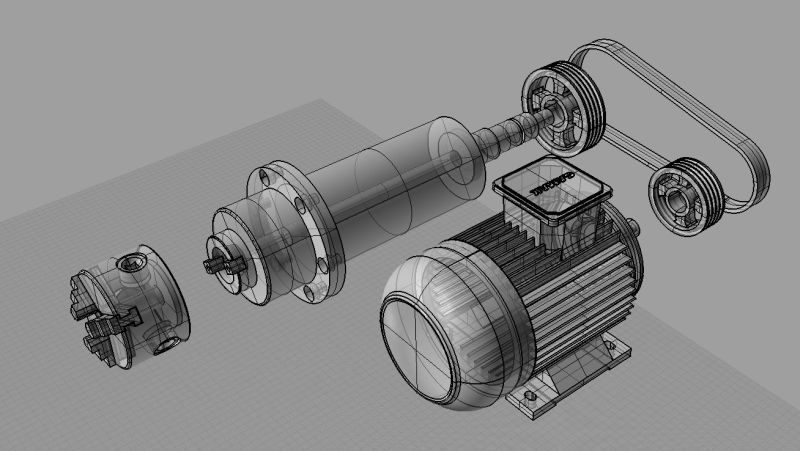
Isn't that normally a mill spindle? It might or might not be a good idea depending upon your intended usage. One big limitation is the lack of a thru hole in the spindle that doesn't get obstructed. I would see that as a big limitation. If I was going to the effort of building my own CNC lathe I would want the capability of using 5C collets or other collets systems that could eventually work with a bar feeder. Beyond that how would you mount a chuck to the spindle?I made some sketches for a cnc lathe that I wish to build ... I was thinking
of using a BT30 cartridge from Tormach as a spindle ... Is that a good idea ?
With your skill level? I suspect that you could accomplish anything you wanted to machining wise. This is a lot like the BT30 question, it depends upon your intentions.Maybe some gang tooling ? Turret system seems to be a bit complicated ...
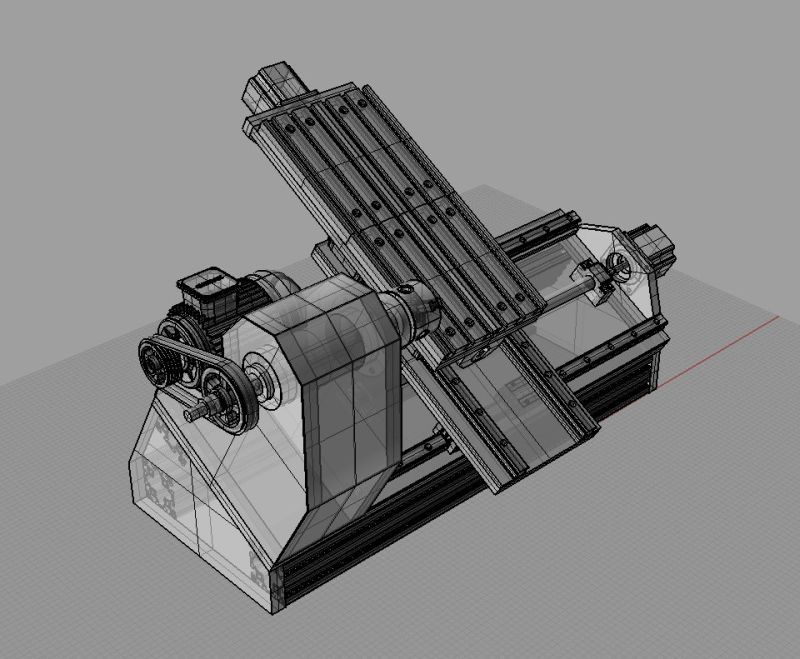
Frankly I don't like the design as it seems to rely upon 80/20 type extrusions that are rather light in my opinion. Or appear to be awfully light in that drawing. Of course again it depends upon your usage. The design can most likely handle wood products fine.Here are some pics ...
P.S. Design is " stolen " from existing topic ...here on cnczone . Hope that
the user will not be upset by that ...
............
Hey , thanks for imput guys ... I will start a new topic with this lathe build...
I need a lot more info about this thing .
on topic ...
in a few days , the mill will be completely disassembled , for final build.
I hope that by the end of the year everything will be ready for cutting
tests ... wish me luck !!!
well I wish you good luck
but I doubt that you will need it!
I just started reading this thread today, so my appologies for my late comments.
Like everyone else has already noted, your workmanship is superb!!! Having just completed a slightly smaller CNC build-from-scratch mill myself, I can appreciate the time and effort you've put into this project. It's great work !!!
I also wanted to say "Thank You !!!" for the work you do on your "day job" as an air traffic controler. I'm a private pilot myself and I'm deeply appreciative of the work you guys in the tower do every day, 24-7, there's no way I could handle that kind of stress. My hats off to you
Mike
I use four pieces of cloth to cover the X screw and ways on my CNC mill; it's far from the prettiest solution you can come up with, but is quite functional.
I used the cloth from an old pair of blue jeans (OK, they were actualy an off-white in color, not blue). I attached the cloth covers with small pieces of flat plastic which is screwed onto the sadle and table ends, there-by making replacing the covers very quick and easy. I slide a few pieces of round steel rod into the seams at the bottom of the covers to add a little weight to pull the covers tight while the table moves in X & Y dirrections. A seperate piece of cloth is attatched at one end to the bottom of the Z "saddle" while the other end is attached to the back side of the Y "saddle" (I used the cloth from old Chinese wall hanging I had, note the green dragon's back in pic below). The cover on the left side was removed when this pic was taken, but it's identical to the cover on the right side.
So far, this arrangement has worked well for me. My biggest problem is cleaning off all the little metal chips from the cloth's surface, as a few chips always seem to get stuck in the fabric. I think a fabric with a tighter weave and smoother surface may work better than the denim I'm currently using.
Mike
Wow awesome build.
Update :
Final build , machine is aligned , true and square within 0,02mm .
Made some protections ( aluminum sheet , nothing fancy there ... )
In a few days I hope to do some cutting tests ...
...............
That is just awesome!
Is it art or science? In this case I do believe you have a work of art there. Very impressive, hopefully videos of the machine running will come soon.
Super Cool !!!!
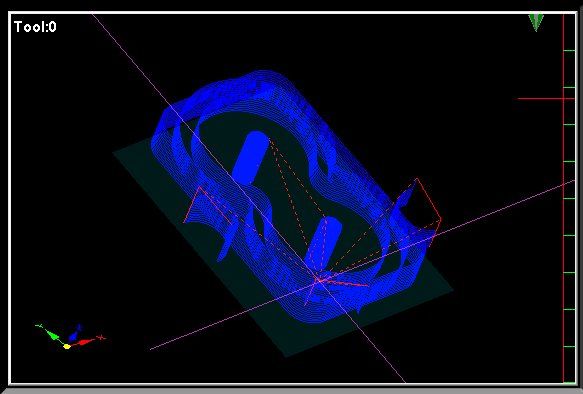
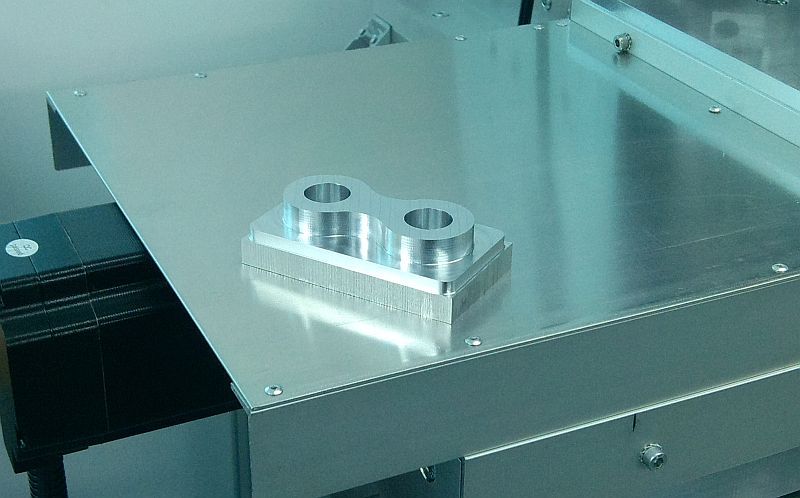
O.K ... first chips !!! Not very impresive , but good enough ....
10mm endmill , 1mm depth of cut , 30mm/sec speed , 7000rpm .
.................................................. ..............................................
That was some nice milling. It looks like your machine passes inspection in my book. Sure a commercial machine may be faster or more rigid but you will be able to make whatever you desire with what you have, you built it.
A lazy man does it twice.
thanks ... I am pretty sure that I can increase the load ( deeper cuts ,
faster working speeds , etc ) , but for the time beeing , this test
is the very first I did ... just made the code ( very basic ) , and fired up
the machine ... hold my fingers crossed , hoping that everything will go
smooth ...
So , that's that ... this project is finished . Thanks for watching .
Cheers .
Oh, waw, project finished... Congratulations! I feel kind sad, loved your updates and the quality of your job. Please, keep posting upgrades and videos!
Kindest regards, Aleix
Videos like these are kinda of exciting, it is sort of like a glimpse through a brand new telescope for the first time.
It was interesting to see you using WD40 to machine aluminum. I hadn't realized that has become so popular outside the US.
...not that popular ... it's pretty expensive here , in Romania ... but I found that the finish
is better using WD40 ... also protects the cutting edge of the endmill , keeping temperature
low and lubricating the teeth ...
This is one very nice build, great job. And your right you cab feed that machine a lot fast than you where ( I understand first run and all).
By all means as you learn more about what your machine likes to run at kepp us posted with the results. I am impressed that a aluminum frame machine is showing this good of a result, I expect your spindle choice is helping alot. When you get more use to running it the video's of it machining should be impressive.
Jess
GOD Bless, and prayers for all.