Reply with Quote
Reply with QuoteThey have micro switches internally, the type that many use in an open frame mode.
This is just the same thing only in a nice hermetically sealed package.
Al.



I got the koyo encoder, wired it up and installed it. Works great. I also installed a new belt on the z axis. I used a 240L100 which is the same as what came off. It works but the tightening bolts on the servo are all the way at the end of their slots.
I replaced the x axis brushes with this which is a 482 H76 from Helwig Carbon. Works great and came pre-curved on the end of the brush.
The Z axis home switch is broken. Before I replace it I'm wondering what kind of precision (repeatibility) I can expect from this type of roller switch? The axis has nice smooth ramps that engage the roller. Datasheet
After I resolve that home switch I think I just need to tune the servos.
They have micro switches internally, the type that many use in an open frame mode.
This is just the same thing only in a nice hermetically sealed package.
Al.
CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
My only experience with home switches is using optical beam break sensors. I can achieve good results with the snap action switches?Originally Posted by Al_The_Man

In the systems I use the switch is just used for slow down and then look for the marker, aren't you using EMC? If so they should be able to use the marker also?
Al.
CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
I am using EMC (now know as LINUXCNC). Is using the marker more precise? My past experience is with steppers.
I have not used it with EMC but Yes, the marker is considered much more accurate.
Al.
CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
I saw better than 0.001" repeatability with simple roller actuated home switches, but like Al says, when you think about the encoder pulse, that is on the other side of the gear ratio provided by the lead screw. I'm not exactly sure how it would work out, but if you have a 1024 ppr encoder and you assume you can get within +/-1 pulse of the index pulse and you have a 0.2" per rev screw, that would give you +/- 0.00039". But I bet the system sees the pulse more accurately than that, so you could be much better than that.
CNC mill build thread: http://www.cnczone.com/forums/vertical_mill_lathe_project_log/110305-gantry_mill.html
Thanks guys, I ordered the new home switch and I'll do some testing on which method (index or roller switch) produces better results
I've gotten so much help from everyone here I thought I would post the spreadsheet I use to track my costs in case someone else is planning a similar project and would find it useful.
Tree Retrofit Costs
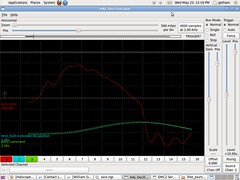
P:100, I:0, D:0
P:337.5, I:0, D:0
P:759.375, I:0, D:0 (the scale of the error graph on this one is 10x the previous ones)
These were all done doing a 1" circle at 100ipm commanded. Afterwards I realized my max acceleration is set to 2 (i assume in/s/s) which seems super low. What is a reasonable acceleration?
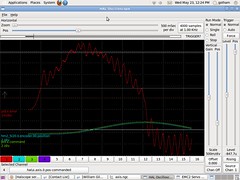
P:4000
I:.23
D:20
FF1:22
FF2:.1
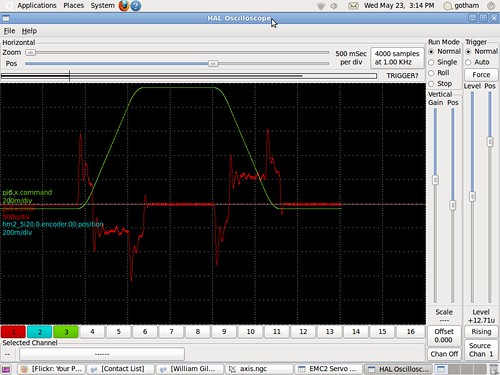
2 1" moves accel=20
The first is at 50IPM the second at 100IPM.
This is my first attempt at servo tuning and I would appreciate any guidance.
I changed my max_acceleration to 15 and it made the tuning much easier. I'm sure at 10 it would be even easier. At what point will I start to notice it in machining?
Not sure about where you'll notice it in machining, but I can tell you I run my router between 10 and 20 in/s^2. I noticed it seemed more sluggish jogging it around when I turned it down from 20-10. I'm targeting much higher for my mill.
CNC mill build thread: http://www.cnczone.com/forums/vertical_mill_lathe_project_log/110305-gantry_mill.html
I think your mill is a different world from this lovely piece of 1980s hardware.
Thanks for the reality check. I think I'll try to get it tuned up at 15in/s/s and see how the machining goes. I'm eager to get this thing running. This is my first machine on LINUXCNC. I assume I'll get corner rounding at fast feeds if the acceleration is too low?
Yes, my mill is in the world of my imagination and my computer while yours is real. :> Well, ignoring the piles of parts in my garage...
Not sure about rounding corners... I never see them on my router. It probably depends on how Linuxcnc controls things. In any case, you should be able to see the actual deviation from the commanded position at any given time using halscope, so I think you could play with settings and see what happens to the error.
CNC mill build thread: http://www.cnczone.com/forums/vertical_mill_lathe_project_log/110305-gantry_mill.html
Good point. So far I've been doing one axis at a time but I could have all three error traces show at the same time.
I've been busy with some other projects but yesterday I got around to making a new crank for the knee on this machine. The original was lost somewhere before it came to me.
This was my first machining with LINUXCNC and it took three tries. The first was going fine until I stopped and tried to restart and the machine took a bite out of one of the teeth. On the second try I thought I would drill out the center before boring or interpolating it. I didnt have it clamped very well and it moved a bit in the vice. Third time worked fine and I interpolated the interior bore from both ends and its barely noticeable.
Now I just need to weld the handle on.
New way wipers for the mill to replace the crumbling rubber ones.
This machine is for sale in New York City. It's been working great for the last 6 years. I'm moving and can't take it with me.
I'm attaching pictures of some parts I've made recently and the tooling that goes with the machine.
Tree CNC milling machine - tooling, er32 collet set, er 16 collet set, touch probe, Glacern CNC vice, air blast / mist coolant. Make me an offer above $3500.
Capable of full 3D motion including helical. Thread milling. Touch probing routines. Sub-routines. Wifi / network connection for transferring files.
I can move this into a dock height truck with my pallet jack for free. I use a trucking company that can deliver very reasonably (a few hundred dollars in NYC).
Contact me for more info.
Sent from my Pixel 2 using Tapatalk