Reply with Quote
Reply with Quote
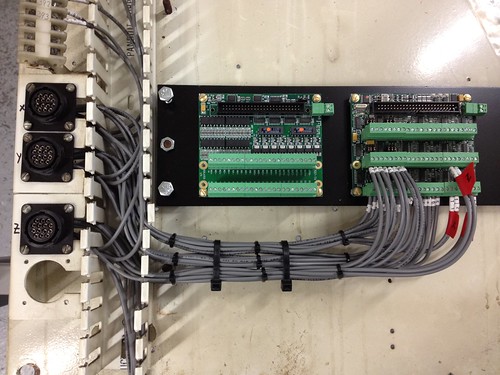
We have contactors in front of all equipment that gets shut down during an e-stop. You can see here the older 3 phase relays in the lower left hand corner of the box.
http://electronicsam.com/images/Kand...ctricalbox.jpg
Be gentle... We almost didn't have enough room...
These are in the estop loop with OT limits. (hard wired - the N.C. estop and limit switches are part of the loop) So when the estop is pressed (or over travel) - things shut down instantly. (the relay over current and vfd Error contact is also in the loop.)
I am using e-stop example 4 here LinuxCNC Documentation Wiki: Sample HAL And ClassicLadder
It works great for me.
So - in linuxcnc when I pull the estop out - hydraulic pumps start up and vfd and servo drive transformer is activated. Then when the 'on' button is pressed in emc - the servo drives are enabled (and the y axis brake is disabled). (among other things like a solinoid that enables hydraulic pressure to everything.)