Hi Alex. I think you really will spend much on your building.. I guess at least $5000 cost for all works done of machining, parts, assembling etc. ( but I don't know the exact configration you plan to do) The casting cost on your side is about 5 times than in China. I guess the machining cost will be much more expensive also.Originally Posted by alex.d

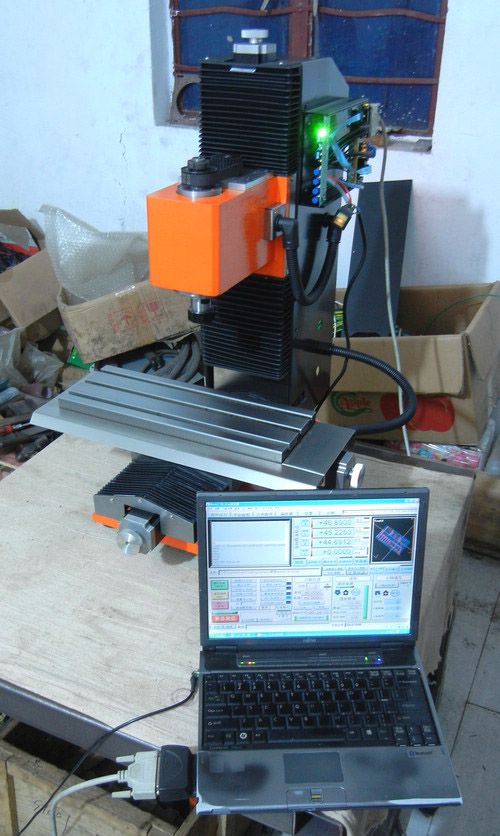
I casted the machine body in a realated small casting factory but good quality. They can't speek english and have no website at all. Only the locals know their exist. You know any big factory with website and can speek English will not take such small orders unless you have really volumn orders of tons.
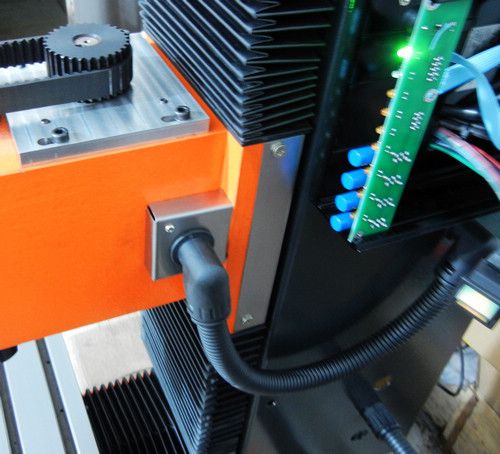
And, You are quite right about the gas struck installation. It's the recommanded way to install it in reverse direction. The reason is that it will be lower the friction and have better buffer features.
I didn't use it that way because the lower end will be very dirty with chips and coolant. This will be much bigger problem here. But thank you for noticing this anyway