


 Reply with Quote
Reply with QuoteI'm sure you'll get lots of opinions here on this subject but I'd go as stiff as I could on the gantry sides or where the structure of the machine is concerned 3/4"-1", the rest could be made from 1/2"-1/4".
Adam,



So not getting any response in the CNCRP Subforum,
Waterjet cutting of the parts in red in steel is out, multiple quotes of $2000+!
So, aluminum it is, because I can cut that myself on my existing router.
Would 6061 flat enough in 1/2 inch material thickness for Gantry sides, and the X-axis plate?
Or should I go with MIC6, is MIC6 strong enough for the same pieces?
Similar Threads:
I'm sure you'll get lots of opinions here on this subject but I'd go as stiff as I could on the gantry sides or where the structure of the machine is concerned 3/4"-1", the rest could be made from 1/2"-1/4".
Adam,
G540, Rack and Pinion Drives-X/Y axis, 1/2-Ball Screw-Z Axis w/THK HSR 25 Linear Slides, Steppers KL23H2100-35-4B, Power Supply-KL-600-48
Why not add an L shaped stiffiner to the sides?
In the words of the Toolman--If you didn't make it yourself, it's not really yours!
Remember- done beats perfect every time!!


It's already bolted to a big extrusion.
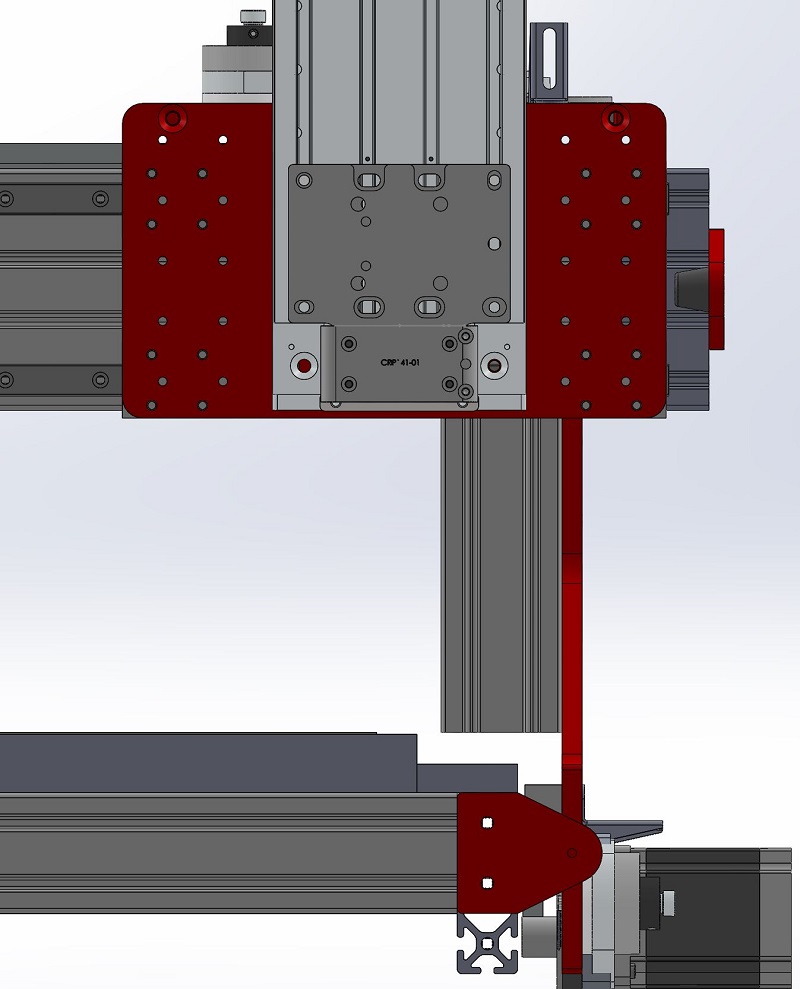
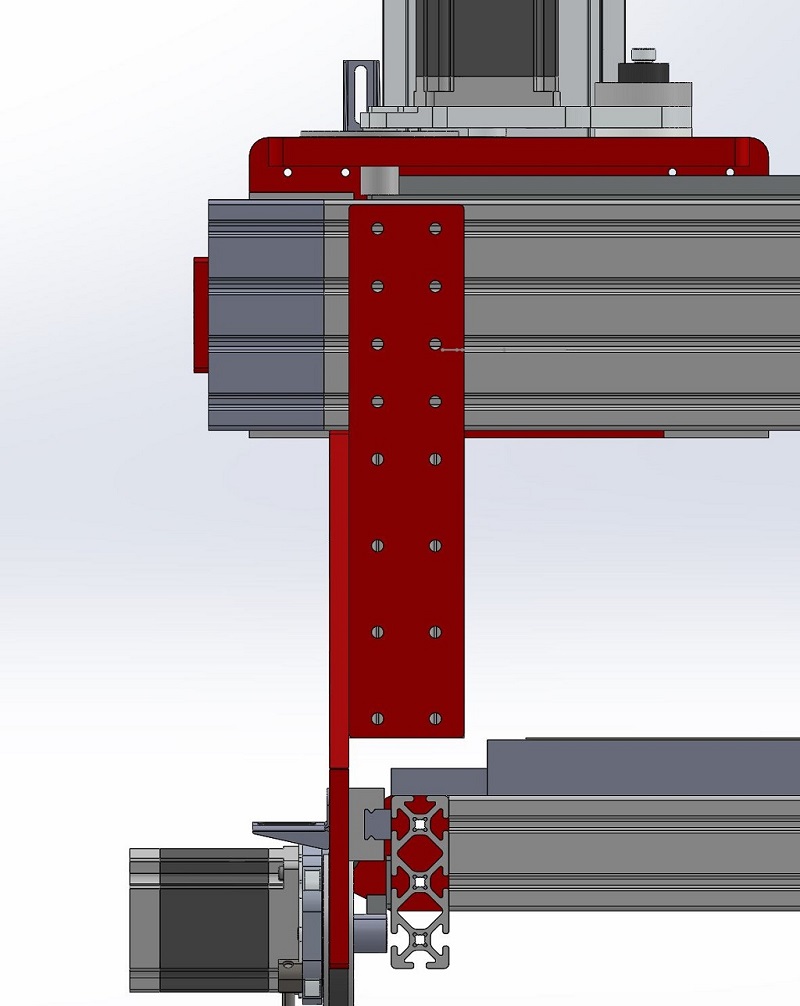
The area of concern would be between the linear bearings, and where the extrusion starts.
I'd go with a thicker plate of MIC6, and just machine a pocket where the R&P drive mounts.
Gerry
UCCNC 2017 Screenset
[URL]http://www.thecncwoodworker.com/2017.html[/URL]
Mach3 2010 Screenset
[URL]http://www.thecncwoodworker.com/2010.html[/URL]
JointCAM - CNC Dovetails & Box Joints
[URL]http://www.g-forcecnc.com/jointcam.html[/URL]
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
Read this thread it might be helpful with your research.
https://www.cnczone.com/forums/diy-c...-aluminum.html
Gerry,
How much thicker? Or possible a second layer of 1/4 running from the lower holes for the extrusion down to the linear bearings?
Like Adam said, 3/4"-1". I would not do two separate layers.
Gerry
UCCNC 2017 Screenset
[URL]http://www.thecncwoodworker.com/2017.html[/URL]
Mach3 2010 Screenset
[URL]http://www.thecncwoodworker.com/2010.html[/URL]
JointCAM - CNC Dovetails & Box Joints
[URL]http://www.g-forcecnc.com/jointcam.html[/URL]
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
Ok, last question. 3/4 - 6061 for side plates? or 3/4-1inch MIC6? nearly double the cost for the MIC6 of course.
I wouldn’t bother with the cost of high end tooling plate.
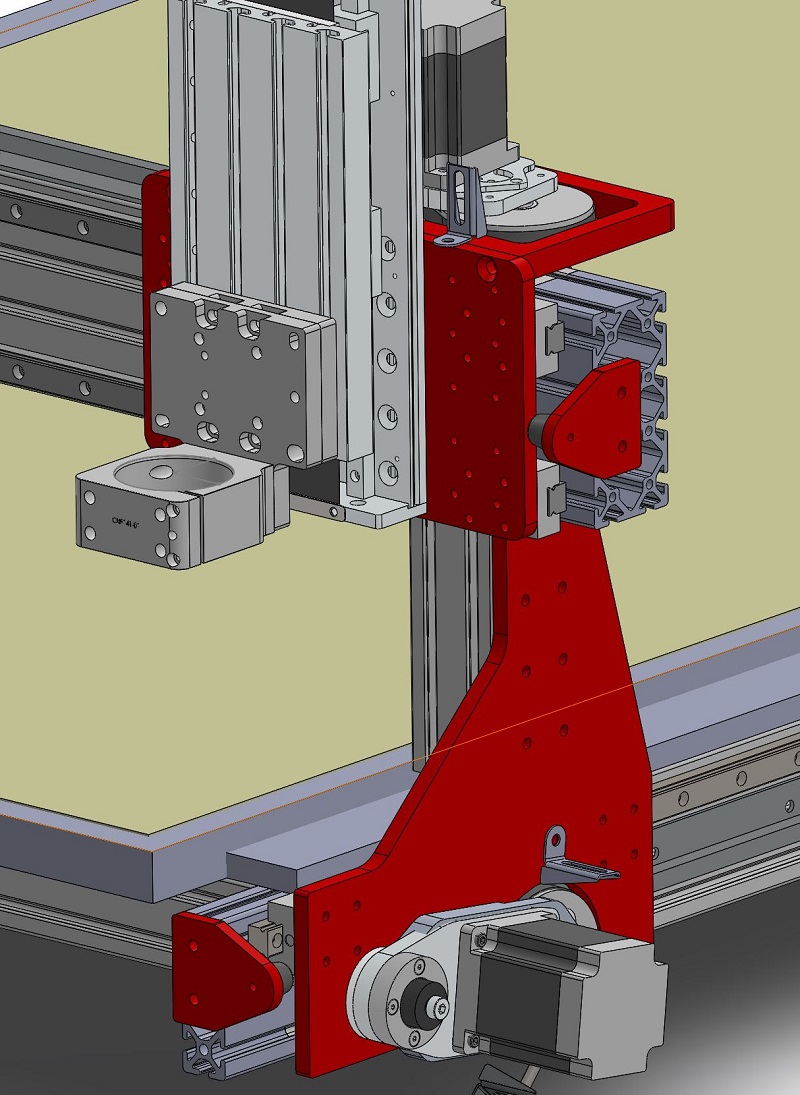
However I would look at what you could replace with box sections for the gantry vertical supports. This could be structural extrusions T-Slotted extrusions or even steel tubing. Otherwise take Adams advice and make those plates thick. Since I have no idea what you can pick up cheap in your area you need to shop around for the best price. If there is a steel plate processor near by you might be able to score steel plate ready to be drilled at a far cheaper price than tooling plate. Yeah steel is a lot heavier but we are only talking the gantry supports here.
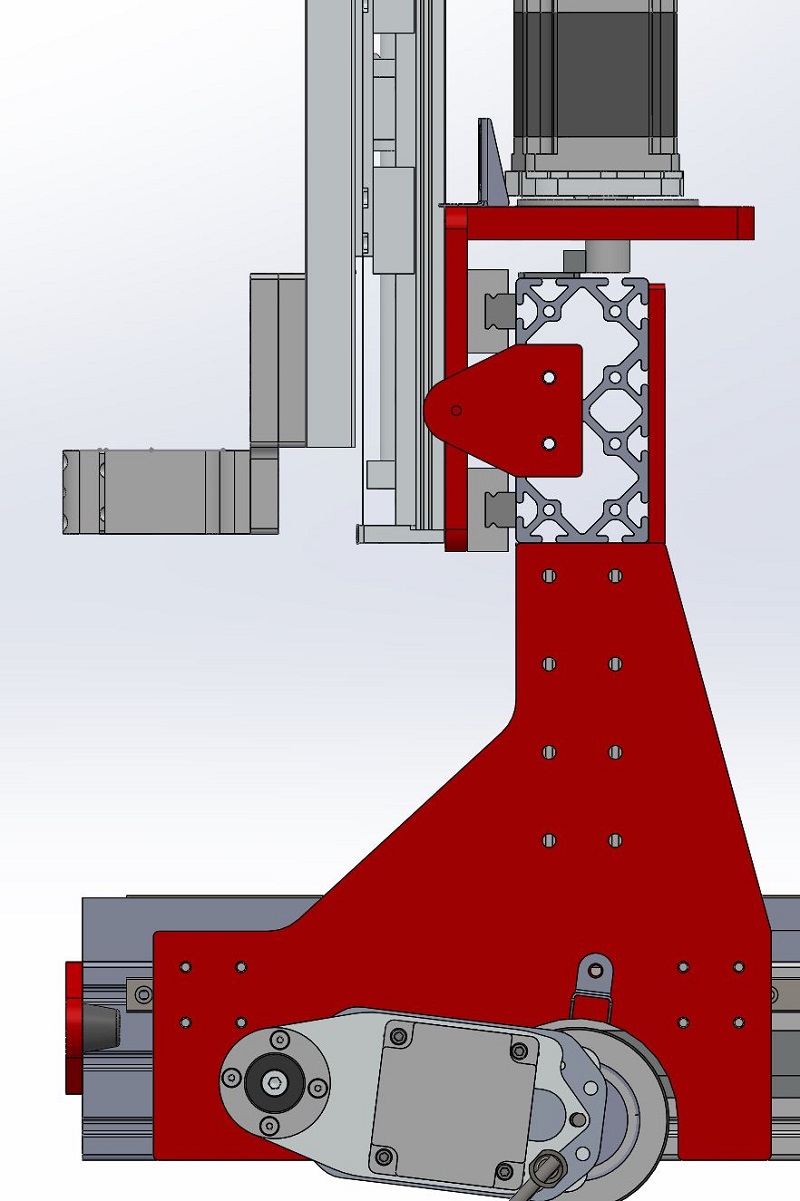
Looking at your red pieces I’m actually more concerned about the cantilevered plate to support the Y axis drive motor. I’d question the robustness of such a mount over time. I’d rather see a weldment with even modest gussets there. In general if something can flex it will. One of the bad things about aluminum is it’s screw holding ability, if you do go with this design use thick plates with large screws. You might want to even stagger the screws.
As for steel don’t dismiss it because you can’t machine it on the router. Instead consider it where the mechanical strength makes sense and it saves money. You router might not be able to machine it like a mill but that doesn’t mean it can’t help you. For instance you can use the router to spot drill (carbide spot drills) holes accurately and then finish up with a drill press or even a hand drill. You can also use tiny carbide end mills to trace out or engrave patterns for cutting. Thinner plate is easily cut with a hacksaw or 4.5” grinder. I see a lot of guys throw up their hands at the mention of steel thinking that they can’t process it. At least in the case of A36 mild steel or similar grades I believe this is mis guided. As long as we are talking reasonably thin, say under 5/16” or so much can be accomplished with light and often cheap tools. Such steel might not make sense everywhere but it is often the right choice. Basically you expend a bit of sweat to save money and in some locations get better results.
If the 6061 is flat, then I'd use that.
Gerry
UCCNC 2017 Screenset
[URL]http://www.thecncwoodworker.com/2017.html[/URL]
Mach3 2010 Screenset
[URL]http://www.thecncwoodworker.com/2010.html[/URL]
JointCAM - CNC Dovetails & Box Joints
[URL]http://www.g-forcecnc.com/jointcam.html[/URL]
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
The advantage of using mic6 tooling plates is that they arrive relatively flat out the box. The thicker pieces (3/4" +) are flat to tolerances that are likely to be acceptable for what most people are building. It's also fairly easy to hand scrape for those who require greater flatness.
It's a double edged sword though. Mic6 is easy to machine and drill but it's softer than the tempered grades like T6 and T7. So, one is easier to fabricate, the other will hold threads better.
On the stiffness, it is worth remembering that steel is only stiffer than aluminum when wall thickness is the same. If you double the thickness of the aluminum, it will be as stiff as steel.
Unless you have mic6 laying around and there's no additional cost then use it by all means but I'm with Gerry, if the 6061 is flat... I'd use that.
I'm not sure you'll see a lot of benefit to using mic6 on the structural components.
Adam,
G540, Rack and Pinion Drives-X/Y axis, 1/2-Ball Screw-Z Axis w/THK HSR 25 Linear Slides, Steppers KL23H2100-35-4B, Power Supply-KL-600-48

