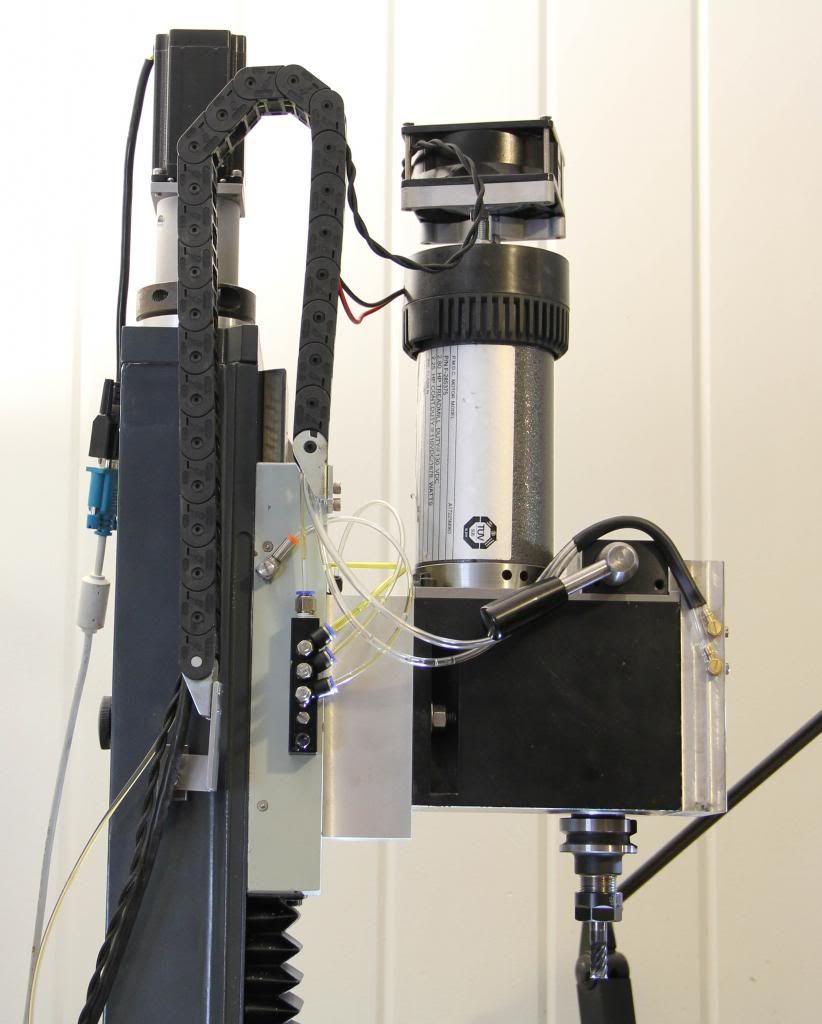
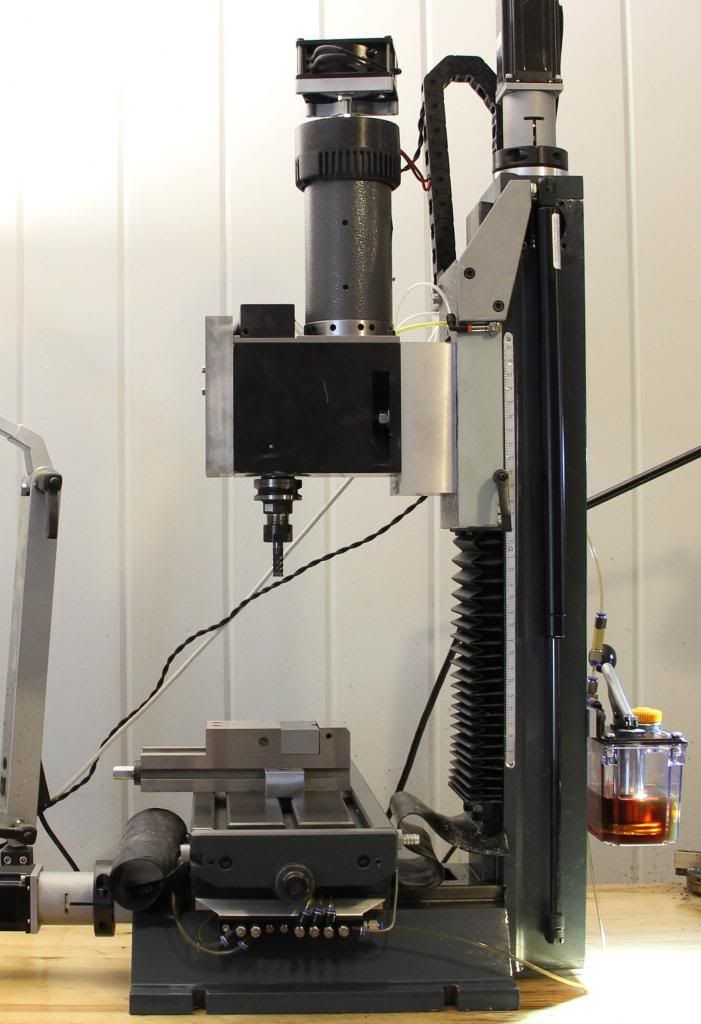
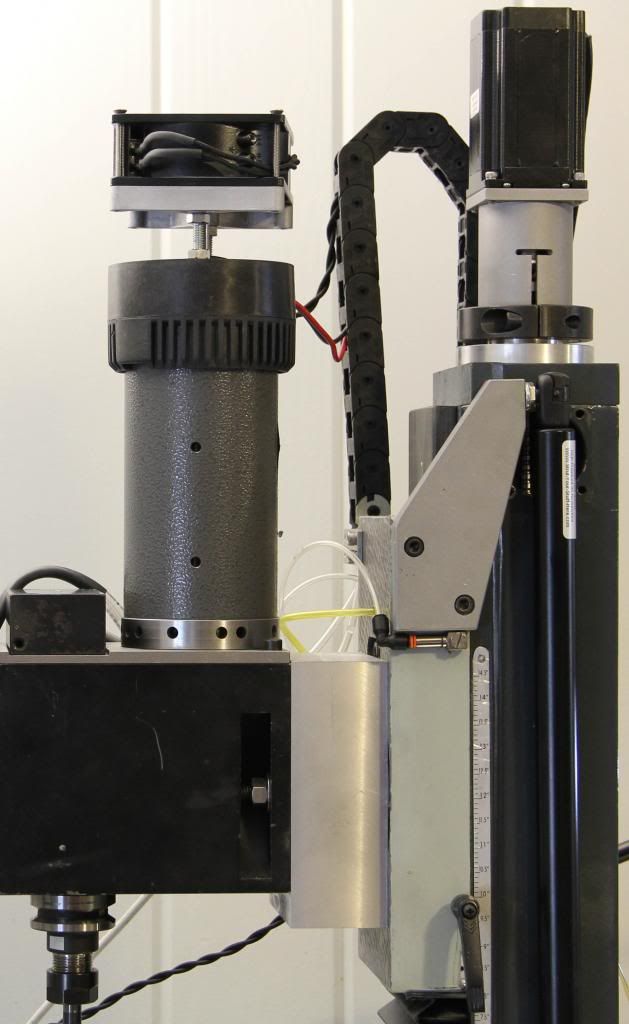
I finished a BF20 conversion a while ago, so I thought I'd share. I used a treadmill motor that I made a C-face style bearing housing for, then used longer threaded rods to mount a cooling fan that runs the entire time the controller is on. It works very well. I also made a spindle cooling plate that has water pumping through it and it brought the spindle temp. down almost 20F degrees. The rat's nest of tubing is for the ballscrew and ways lubrication. It will be covered in sheet metal, along with the rest of the head when I get the pneumatic draw bar actuator mounted (hopefully next week). I was especially impressed with the quality of the Optimum machine. It is no Wabeco, but it is nice. It cost a bit more than some of the other options in its size range, but it turned out to save a whole bunch of work scraping.
I used C1 NSK ballscrews on the X/Y and a ground SKF on the Z. The AC bearings are all P4, so I didn't have to spend any time messing around preloading, shimming, etc. That appears to be the only benefit to the more expensive bearings, as far as I can tell, when used for ballscrews.
I made the lubricant manifold with pneumatic valves and fittings from eBay. I think the seller was "pneumo" or some similar such name. The Bijur pump came from eBay as well.
The tube mounts clamp on to the bosses on the castings, which, on the Optimum machine, are intended to be used for this purpose.
The BT30 spindle is from a NOS Emco F1 mill. It was so pretty I almost didn't want to use it. It has tapered roller bearings in it, hence the cooling plate. It is really only good for 5500rpm or so before it vibrates. The bearings are really not meant for speeds above that, and the head was designed for 4k rpm. I love the quick change tooling.
The gas spring mount was a 30min. job and helps a lot. I get 200ipm rapids with 320oz. motors. It is a surprisingly fast and accurate little machine for what it cost to build.
My head is not as heavy as the Optimum head that came on it, so there is a constant upward force on the head. Before I used the spring, I had >.0005 backlash, ad now with the spring, there is only a nearly imperceptible change of the needle on the indicator.
The tubing is 1/8" OD, and available from MSC and McMaster carr. I believe it is polypropylene. The fittings are all 10-32 threaded, so the only holes that needed to be drilled anywhere were small. The oil grooves in the saddle I did with a 1/8" endmill at .030" deep, and in retrospect, I would have used a 1/16" endmill because it seemed like a lot of material was removed. I am not sure it matters at all, however. You will need to use a check valve above the pump, though, so that all of the lubricant doesn't leak out of the Z axis tubing into your X/Y fittings and manifold. I found a clippard check valve on eBay that was about 3.00.
I had the same problem...red x's everywhere for pics. Was using IE9. Switched to Chrome, and all was fine. Tried Firefox as well, and had no problems either.
I can't seem to figure out what is going on. I tried posting them through IE and they just don't show up until I click on them. I don't know what to do to fix it.






 Reply with Quote
Reply with Quote


 Posting Permissions
Posting Permissions
