
 Reply with Quote
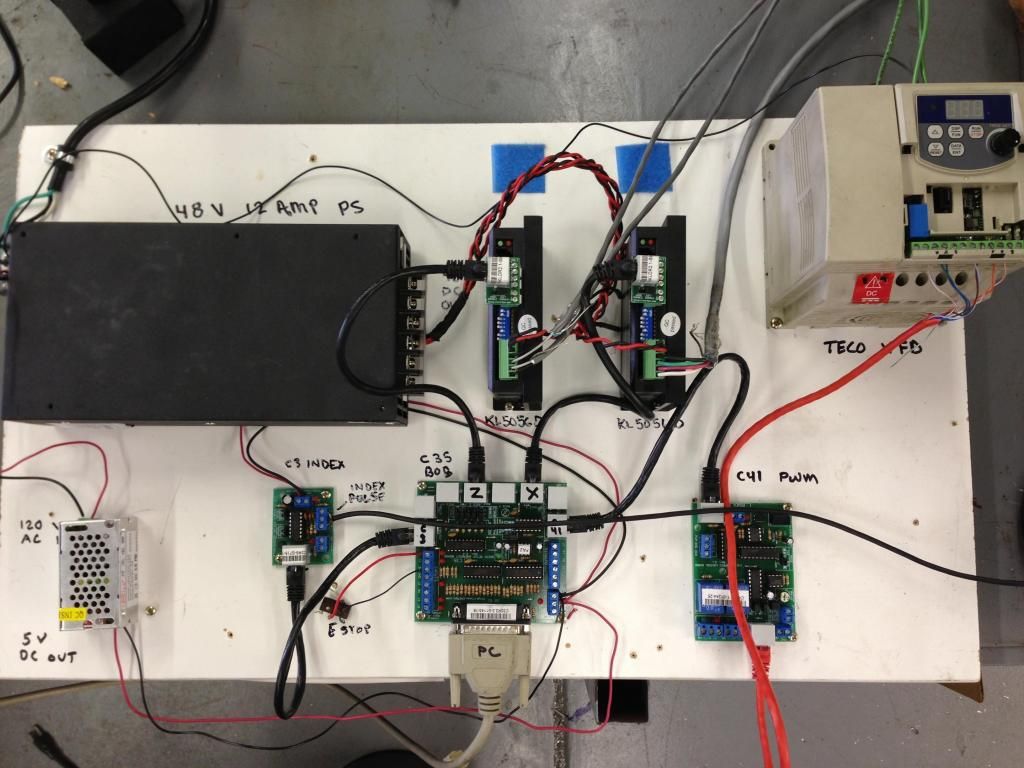
Reply with QuoteI ordered an external braking resistor for the VFD from Amazon. Will see how well it works in a day or two.
Amico Ceramic Tube 100 Ohm 5% 300W Fixed
http://www.amazon.com/gp/product/B00...?ie=UTF8&psc=1
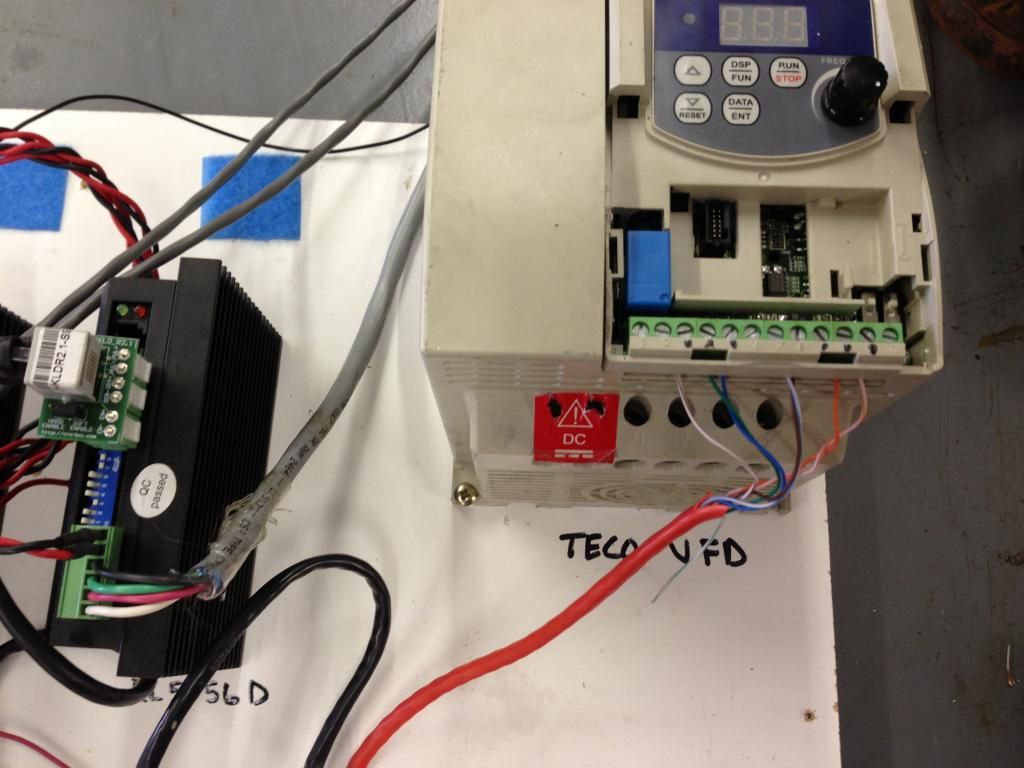
The VFD will trip an Over Current error if it decelerates too hard with the internal resistor. Usually 2 seconds or less deceleration time, but it is not consistent, possibly changes with heat. Obviously if I set deceleration around 4 to 5 seconds there is no issue. This is a problem because I have not been able to out put the VFD error state to mach yet. Mach could keep running with the VFD stopped in an error state I fussed around with it the other day but didn't quite get it yet. I assume I want to have a VFD fault signal trip the mach E-stop or feed hold? When the lathe is spooled up in the 3000 rpm or higher region it does take some significant power to slow it down quickly. I have noticed that when I am in CSS mode (constant surface speed) you really need to have the deceleration set to around 1 second if things are moving fast. You really want to make sure the chuck is locked to the spindle when doing this especially in reverse. Otherwise your chuck could spin off at 3000 rpm and go shooting across the shop. Kind of awesome!!!!!!!!