






 Reply with Quote
Reply with QuoteThis has been going a little slower than I had hoped, but I have a few other projects on the go which are taking some time.
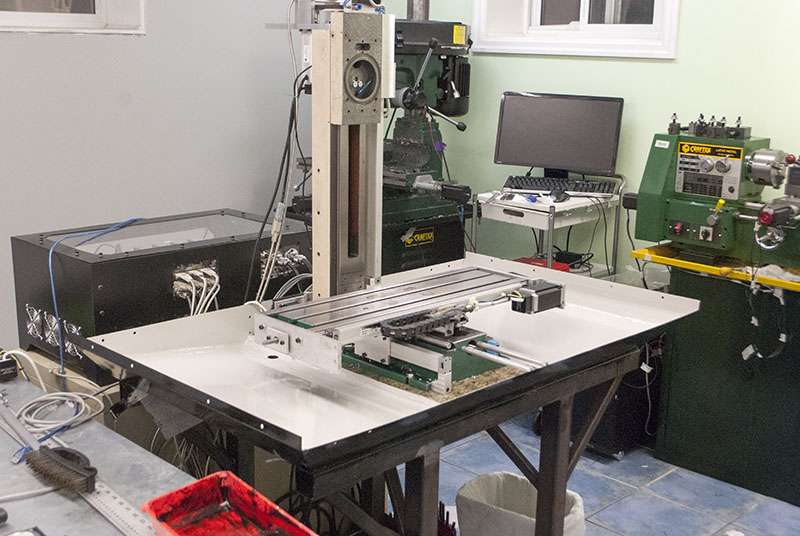
First order of business was getting the electronics in place so they could be fully tested. I didn't want to have to take everything apart after testing, so I also moved the mill into its probable final resting place. I moved pretty much everything that could be moved at least a few inches and I like the layout of my room a bit more.
I decided to spend the effort getting every feature of my mill tested and working in mach3. I am not a huge fan of the default mach3 interface, since it looks kind of unprofessional and has all the functionality spread over 6 or 7 pages. I decided to also make the transition to the 2010 mach screenset since I liked its look and the comprehensive probing looked useful.
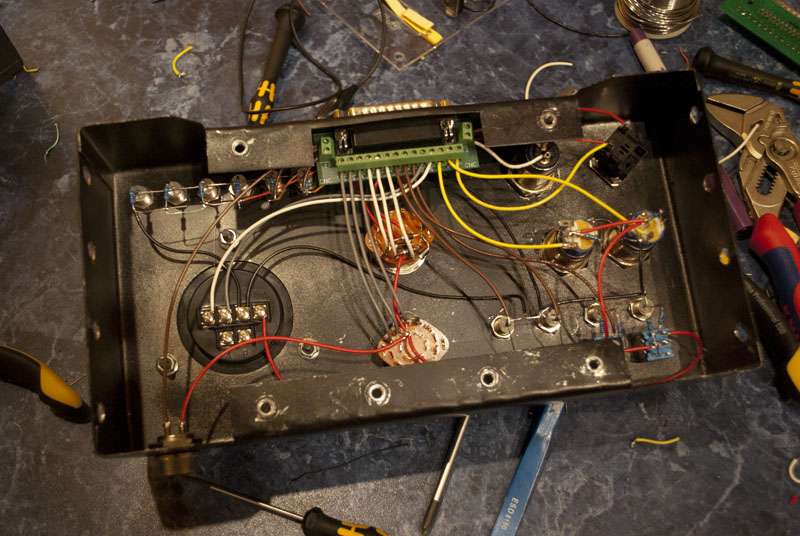
Overall the transition was smooth. I did run into an electrical noise problem - the MPG was not reliable at full speed. While the encoder provides a differential signal (and the KFlop can read differential encoders), I wired it as a single ended encoder to save two pins and did not ground everything correctly.
I might not even have noticed this issue since it simply misses steps at very fast MPG movement, but there is an bug in the MPGSmooth.c code that actually causes the code to fail when an invalid quadrature transition occurs and it sends the axis in a random direction at maximum speed. Luckily I had limited my axis speeds to 100IPM and no harm was done. I rewrote the mpg code to ensure that it fails elegantly, and fixed the noise by adding some capacitors and correctly grounding all the cable shields.
Other than that, I had to implement a lot of basic functionality that had been added to the mill. All the control panel buttons, limit switches, homing, probing, and rigid tapping all work (although without the head mounted to the mill, probing and rigid tapping were simply tested by eye).
I also made some changes to my lathe, in particular I added homing switches and modified the tailstock for increased travel. I also mounted my g0704 quill DRO to the tailstock so now I can drill holes to depth without guessing.
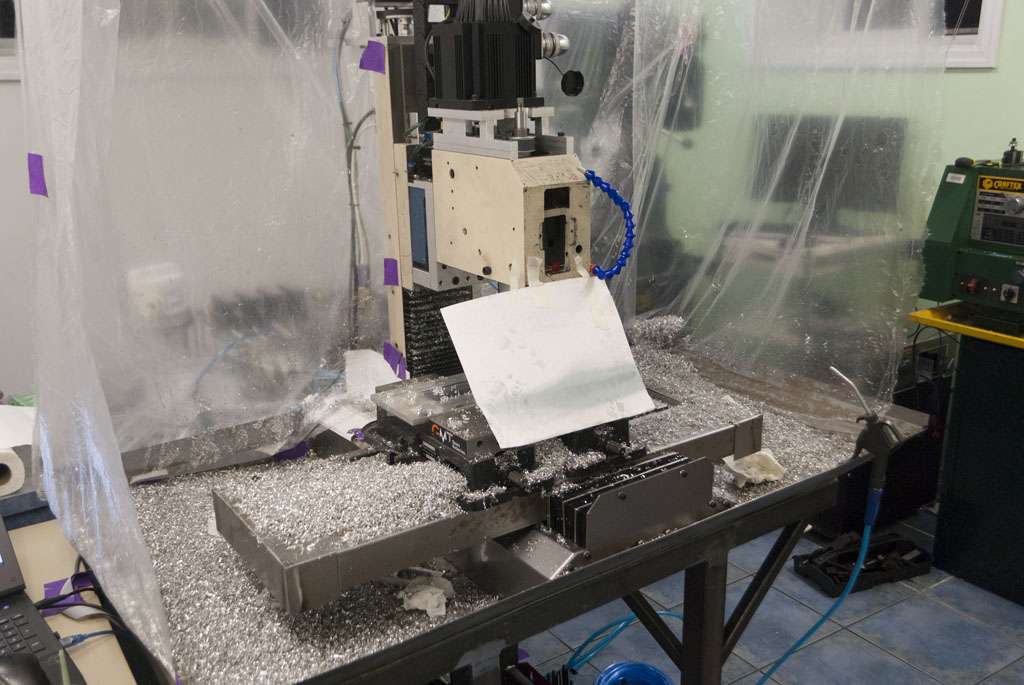
I mentioned earlier that I planned on machining my PDB air cylinder according to Hoss's plans. I chose to go this route because I didn't feel like waiting for a workable cylinder to show up on ebay. By making my own, I can ensure it is the appropriate size and possibly save a few bucks.
The CNC lathe made it a fairly straightforward project, although working with 4" diameter aluminium bar took some time.
I leak tested the thing fairly thoroughly at 100PSI and it works very nicely. Quite smooth, and should put out about 2000lb of force according to the math.
I hope to have the mill in usable condition by the end of October for a new project, so I will be trying to wrap this up quickly. The only necessary work is mounting the head, PDB, and Spindle which should be fairly quick. I will also be building/painting an enclosure if possible, and finishing the sheet metal work.