
 Reply with Quote
Reply with QuoteI may be wrong, but I thought CNCRP previously sold a conversion kit. Not trying to spend your money but there is some value to getting something where all the kinks have been worked out by people very familiar with the product.



So I have been happy with my Standard CNCRouterparts machine for quite some time. But I want a bit more!
So I am going to convert my standard machine into a near pro machine!
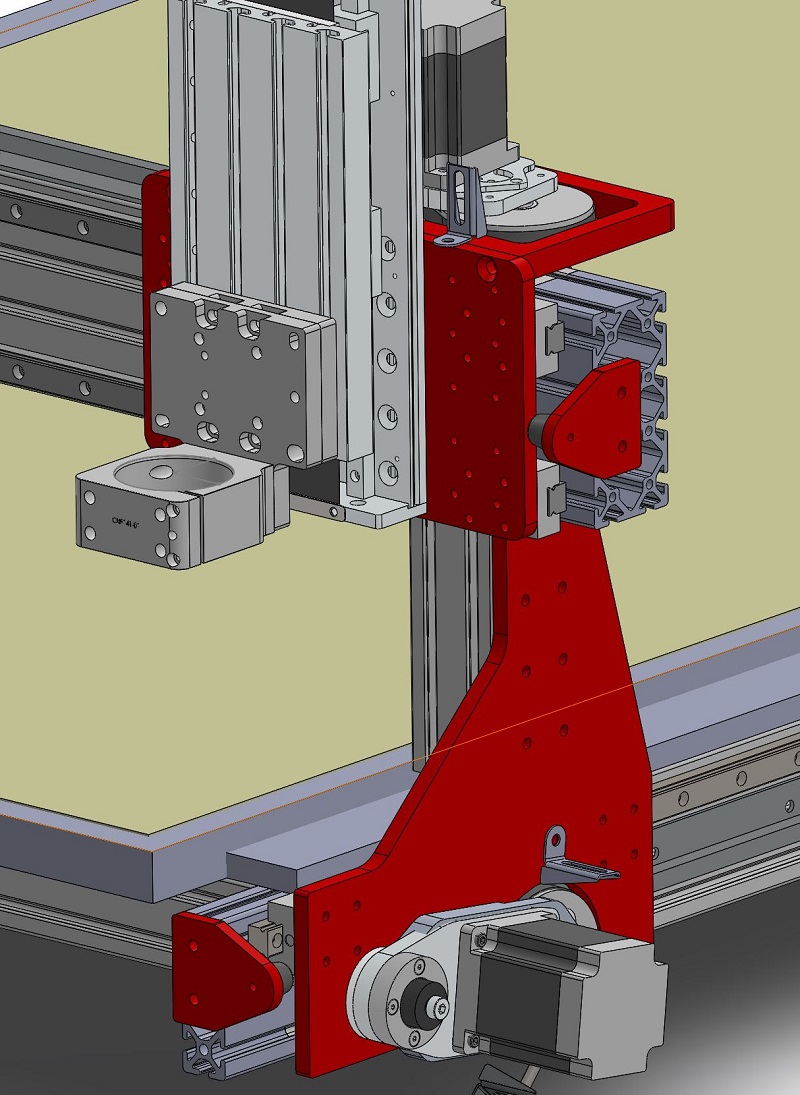
20MM Hiwin Rails, CNCRouterparts 8in Z-axis assembly, and custom side plates!
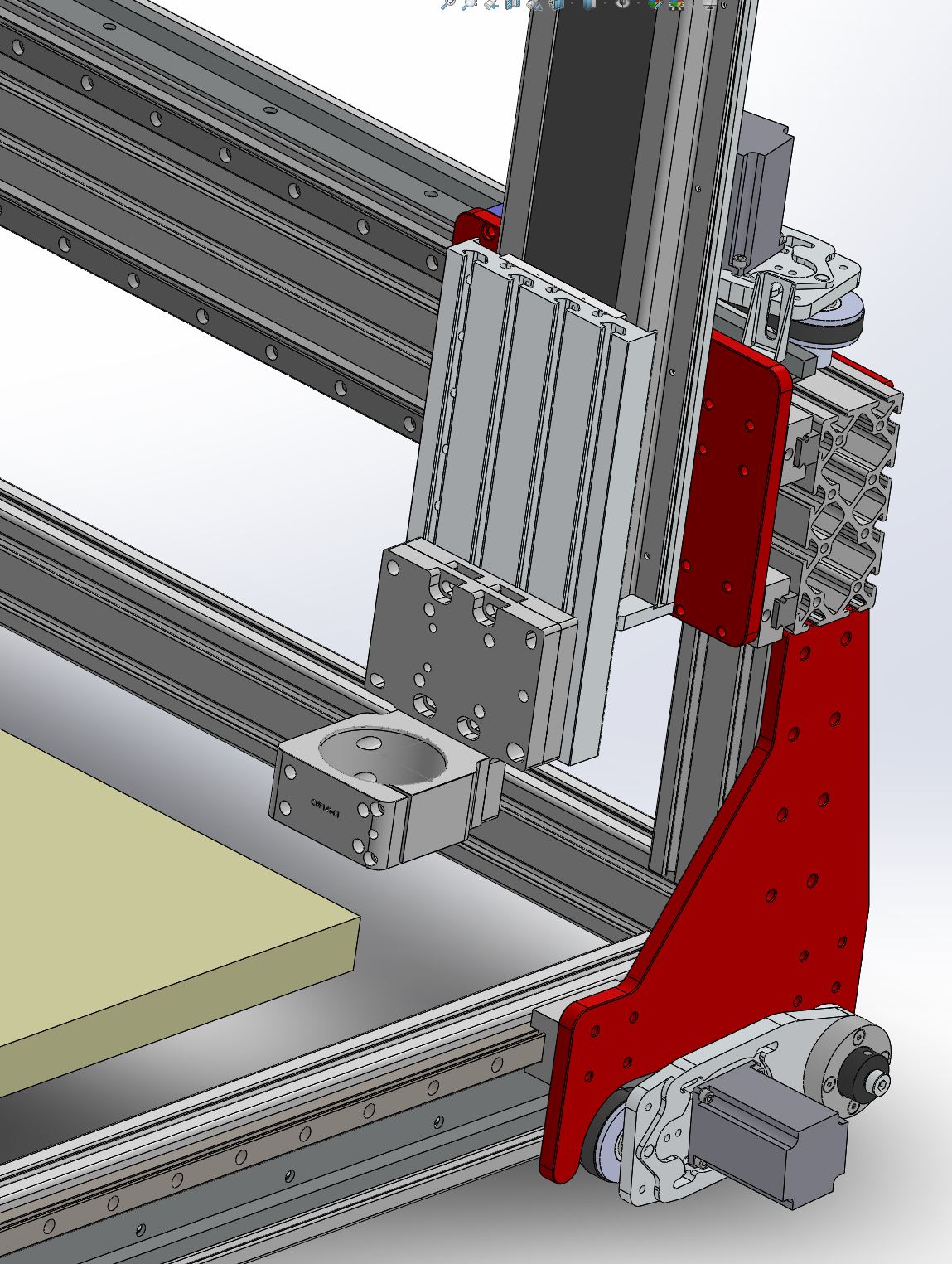
Here is the start of the design!
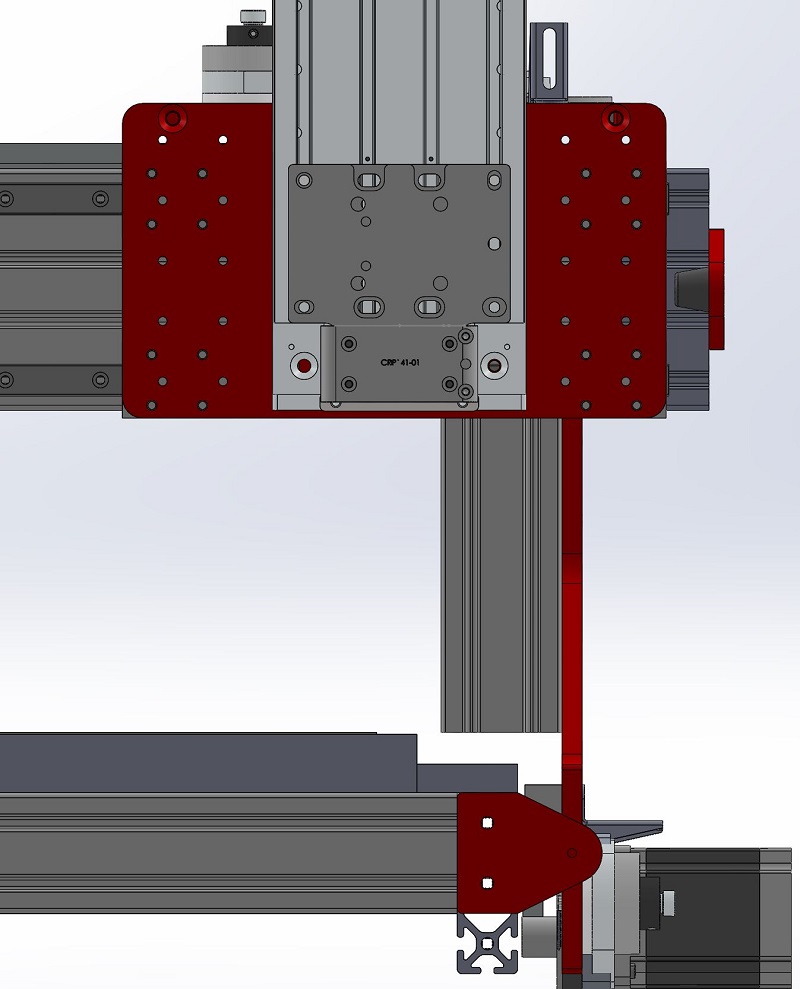
So the red parts in the below picture are the new plates. The conversion only requires 9 peices of aluminum or steel, I have not yet decided if I am going to use aluminum or steel for these parts. And 2 pieces of 3x3 aluminum t-slot extrusion.
Similar Threads:
I may be wrong, but I thought CNCRP previously sold a conversion kit. Not trying to spend your money but there is some value to getting something where all the kinks have been worked out by people very familiar with the product.
Here's my conversion... https://www.cnczone.com/forums/cnc-r...62478-cnc.html
The conversion kit is for the pro vrail model to linear. I have an old standard with the original CNCrouterparts skate bearing trucks.Originally Posted by DonFrambach

- - - Updated - - -
Bob, saw yours. I did think of doing it that way, but I want more x axis clearance for a pressure foot system.
So I am getting close to pulling the trigger on this conversion.
Should I use aluminum or steel for the conversion plates shown in red above?
They are 1/2inch thick with not pocketing or cuts, just drilled holes.
Aluminum will cost about 2x as much as steel but weigh 1/2 as much.
The parts on the machine that are being replaced are currently steel for the most part.
In other news, my machine has been moved into its new home, just need to reconnect all the wiring.

Wow, perfect space for it. What do you do for dust collection?
dust collector is a 11amp ridgid vaccum with dust deputy on top of a 10gallon barrel.
So I think I am ready to order or make the parts.
Either waterjet cut steel, or I will make them out of 6061 on my router.
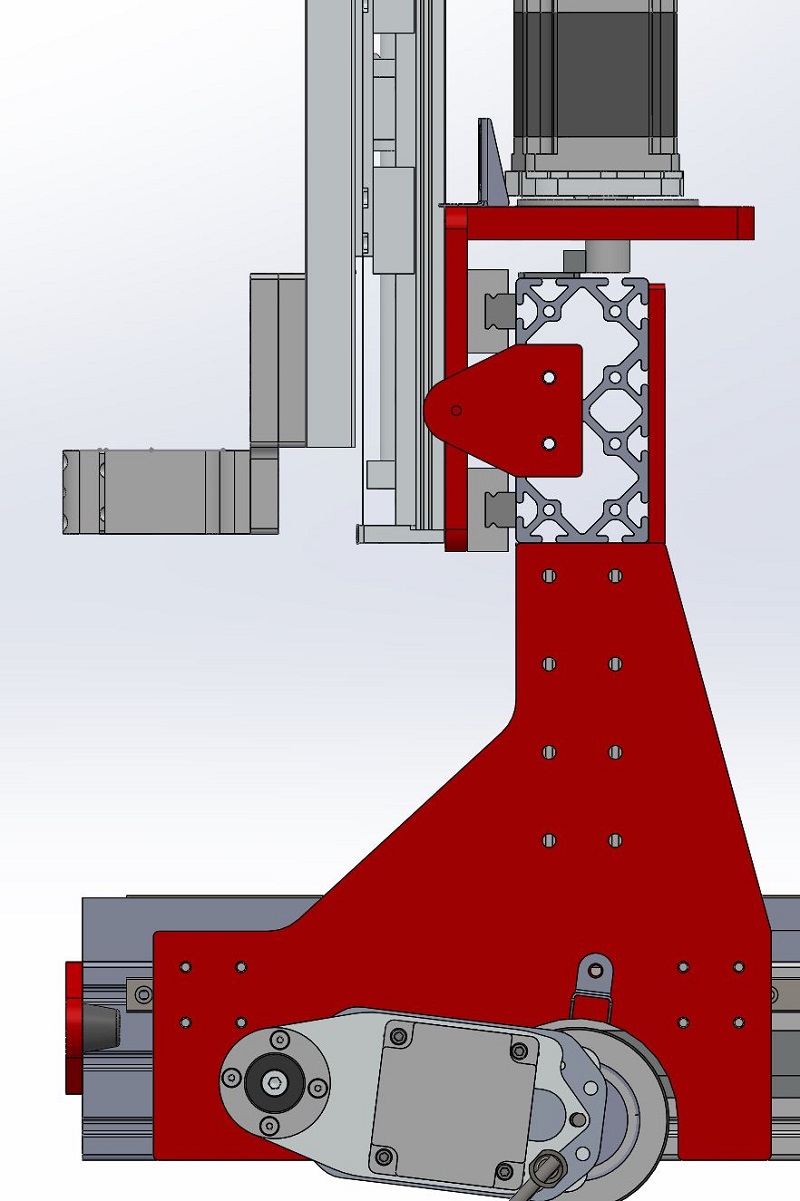
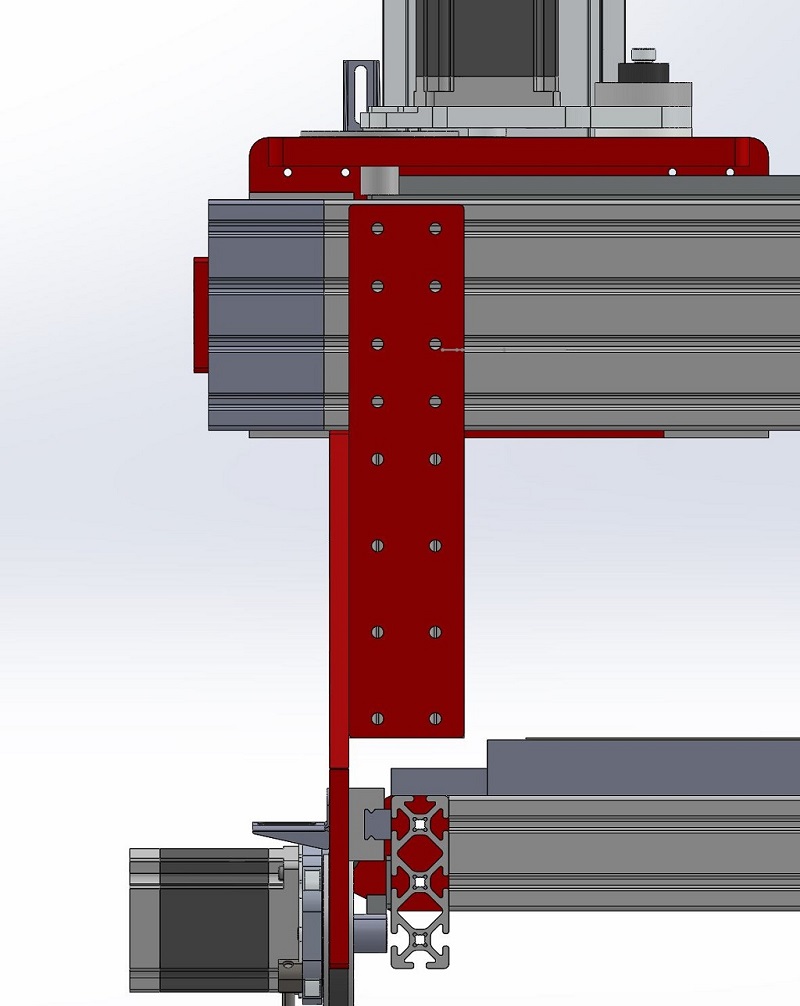
The plates are mostly 1/2 inch, with the side plates having a 3030 80/20 extrusion for mounting and attaching the gantry.
The gantry will be attached with the large plate in back, and 1/4-20 bolts up thru the peice of 3030 extrusion, into the t-slots on the bottom of the gantry beam.
I am going to add sections to my existing 80/20 extrusion to increase the travel to 50x98 inches. This also allow greater space between linear blocks for more stability.
The side plates allow mounting of standard or pro drive units from AvidCNC.
And the Z-axis will be a ballscrew 8 or 12 inch axis from AvidCNC.
So waterjet cut steel is out, $2000 is the average quote for getting the parts cut.
So .500inch 6061 plate, will it be flat enought? Or should I use mic6 cast tool plate, will mic6 be strong enought?
I'm pretty sure that you still failed the "build vs. buy" analysis test. :-)
Kosh, I have had this CRP Standard machine for 6 years.
So in preparation for cutting the aluminum for the upgrade, I finally got around to building a mist coolant system.
I don't have a picture of the nozzle installed on the machine, but here is a link to amazon for the one i used.
https://www.amazon.com/gp/product/B0...?ie=UTF8&psc=1
Making man glitter.
Most significant piece of aluminum I have yet to cut on my CNC Routerparts Standard machine.
1/2inch thick, DOC .125, .05 stepover, 18000rpm, chipload of .004, 1/4 single flute Amana Tool HSS1622. With are and water blast, didn't get the coolant mix yet.
And here is the completed tramming tool
More aluminum experiments, before cutting into $400 worth of aluminum for the conversion parts.
First parts for the conversion.
6 bump stop holders, and 2 gantry straps.
Very nice!
Very nice work!
It looks like you are cutting directly on MDF. Just curious, but how are you dealing with soaking it? If you are using a water/soluble oil mix, isn't your MDF swelling? I have a 4 x 4 (not an Avid machine) and have several pieces of diamond plate to cut. I am considering various fixture solutions, including making up a custom fixture plate (threaded holes in it not through drilled), but they are all pretty expensive. ger21 says he uses WD40, and a sacrificial piece of MDF. He also says WD40 doesn't cause MDF to swell. While WD40 work, I'm not accustomed to using it for milling. ger21 didn't mention whether he just sprayed it on, or whether he uses a mister. I suspect the former. I use water & soluble oil on my benchtop mill with a Noga mister and get decent results with it. It's also a lot cheaper to use than WD40, especially with a lot of cutting to do. The liquid gets spread around, though. I would appreciate any additional detail you could provide on how you manage it all.
FYI, the pieces I need to cut are too large (12" x 15") for my manual mill, which is why I'm interested in cutting them on my CNC. The CNC would be faster in any event.
Thank you,
Gary
The Old Man and the C -----NC
Gary,
I am milling directly on MDF, but it is a sacrificial piece on top of my actual spoilboard.
I am using koolmist 77 at approximatly recommended solution.
So after milling the aluminum, throw the MDF away.