









 Reply with Quote
Reply with QuoteMy axis motors came from ebay. They are fairly nice Lenze motors, and at £50 for three of them seemed a bargain. That special sort of bargain that then makes you decide to buy a decent base machine to use them on…
One slightly awkward thing about these motors is that they have Resolver feedback. Resolvers are lovely things. Tough, accurate, reliable and noise-resistant (even if they glitch, the position is correct next time. An incremental encoder keeps a false-count until it powers down.)
What Resolvers aren't is easy to interface to a PC. They are analogue devices. Worse still they are high-frequency AC analogue devices. I made a converter to read the three resolvers and output quadrature pulses using an Arduino: LinuxCNC Documentation Wiki: ResolverToQuadratureConverter But that seemed to throw away a useful feature of the Resolvers (they are absolute) so I set up a 1Mbps serial link from the Arduino to my Mesa 5i23 to send absolute positions.
One of the things that I did while not converting this machine was to write a driver for the Mesa 7i49 6-Resolver interface card, nothing to do with me) even though I wasn't using it. The Mesa card reports angles to 24 bit resolution, my Arduino thing was precise to 10 bits and accurate to 8 bits. When something went wrong with it, I didn't bother trying to find out what it was, I just bought a Mesa 7i49. (Curiously I managed to write the driver without ever seeing the actual hardware).
I do wish I had used a 7i49 from the start (not that that was possible, as it didn't exist then). It's just so much better. Suddenly the motors (which are brushless and use the Resolver for commutation) are smoother and easy to control.
The switch to Resolver feedback did have one drawback. Suddenly I had no encoder counters to connect the spindle to[1].
So, I now needed Resolver feedback on the spindle. Luckily a chap on the LinuxCNC list had a couple going spare after a conversion. He even sent them to me for free. Clint Washburn, you are a truly nice chap.
There really is no easy way to mount a resolver in or on the vertical head. But after some thought I decided that I only really want the feedback for gear hobbing, and I am likely to do that in the horizontal spindle. The rear-end of the horizontal spindle is easily accessible. I was going to use a belt drive, but noticed that that would be unusual for a resolver, and likely to apply belt tension loads that they are not designed for. It then occurred to me that if I used a gear drive then it could be a miniature version of the vertical head gearing, and that a 51:51 and 36:66 0.8 mod gear set would both fit, and run at the same centres, and so I could simply swap gears if I ever changed between ratios.
It didn't take long to find that 51T and 66T 0.8mod gears are not off-the-shelf items, but that's OK, I can already make gears:
http://www.youtube.com/watch?v=ZhICrb0Tbn4]Hobbing (Gear cutting) on a Mini-Mill with EMC2 - YouTube
I decided to use Delrin, and made both the 51:51 and 66:36 set:
From CNC-unsorted
The 66 tooth gear, as the eagle-eyed might have noticed, demonstrates what you get if you make a 66 tooth gear with the dividing ratio at 12… But I decided to finish it anyway. It has zero addendum, but still seems to work. I will worry about making a better one if and when I swap the vertical head ratios.
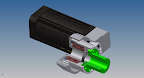
I then just needed to machine a register on the spindle rear bearing locknut, make a clearance slot in the existing rear cover, and mount the Resolver:
From CNC-unsorted
I wish I had a roundover bit, that bracket is ugly.
In this photo you can see the gear engaging with the spindle:
From CNC-unsorted
Tomorrow I might go to the optician, I thought I had deburred that gear.
Next job, the X-axis drive. I fancy a static ballscrew so that the wires are not dangling in the breeze:
From CNC-unsorted
This design rather commits me to making my own T5 belt pulleys. Luckily I have spindle position feedback now, so I can hob them.
[1] This is only partly true, My setup is a D510MO Intel motherboard with a Mesa 7i43 board, connected to a 7i44 which connects to the three 8i20 drives, and the 7i64 which handles all the GPIO. Then the Resolver feedback is handles by the 7i49 card which also controls the spindle VFD, and then there is a 7i39 board to drive the rotary axes. This has quadrature encoder counters, but they are taken…



















 What size ball screws did u use for XYZ? XY are 12mm dia?? I thought they are way bigger by the photos. And please reveal some details regard that ATC gripper - what steel, how did you machine split grippers, what hardness after tempering, what belleville springs, how many and what pulling force you have? So many questions but you've made SOOO interesting project!
What size ball screws did u use for XYZ? XY are 12mm dia?? I thought they are way bigger by the photos. And please reveal some details regard that ATC gripper - what steel, how did you machine split grippers, what hardness after tempering, what belleville springs, how many and what pulling force you have? So many questions but you've made SOOO interesting project!

