Reply with Quote
Reply with QuoteMake a stub arbor and secure the sprocket to the arbor with a bolt.



Hello,
I am making a sprocket. I need to hold a .125" thick, 2" diameter aluminum disk in my lathe (Grizzly G0765). Both sides of the disk edges need to be accessible so that I can put a bevel on them. How can I mount the workpiece in the lathe safely and securely? I have a 3-jaw chuck and a faceplate.
Thanks
Similar Threads:
Make a stub arbor and secure the sprocket to the arbor with a bolt.
Any suggestions on how to go about making a stub arbor? I looked it up online and many of the arbors seemed to have a keyway that would line up with the workpiece to secure it.Originally Posted by Jim Dawson

I have done something very similar buy chucking up a large diameter then facing it flat, put a step on it if you need to center it accurately then use a rotating female center in the tailstock to put pressure and hold it in place. Works well
Just use any appropriately sized shaft in the chuck and turn a stub to fit the ID of the sprocket, just shorter than the sprocket is thick. Drill & tap the the end, and use a bolt and maybe with a washer to secure the sprocket. I make them all the time to hold various parts. No key needed. Sorry I don't have any pictures of any.
EDIT: Picture the way that a circular saw blade is held onto its arbor, no keys needed, just friction holds it.
Last edited by Jim Dawson; 08-31-2017 at 12:38 PM.
Can also hold it with super glue. Look up clickspring on youtube, he uses this method often and does amazing work. Heat from a propane torch will melt the superglue and acetone I believe can be used to clean it up.
This is a big one but making an expanding mandrel using a Tapered pipe fitting works. You can also do this by putting a taper on the back of a socket head cap screw.
The other thing you can do is just put a bolt behind the chuck jaws and tighten the bolt s so the part is held between the chuck and the bolt. You should be able to chamfer the edges. In your case, you might need to put a spacer behind the part to keep it away from your chuck.
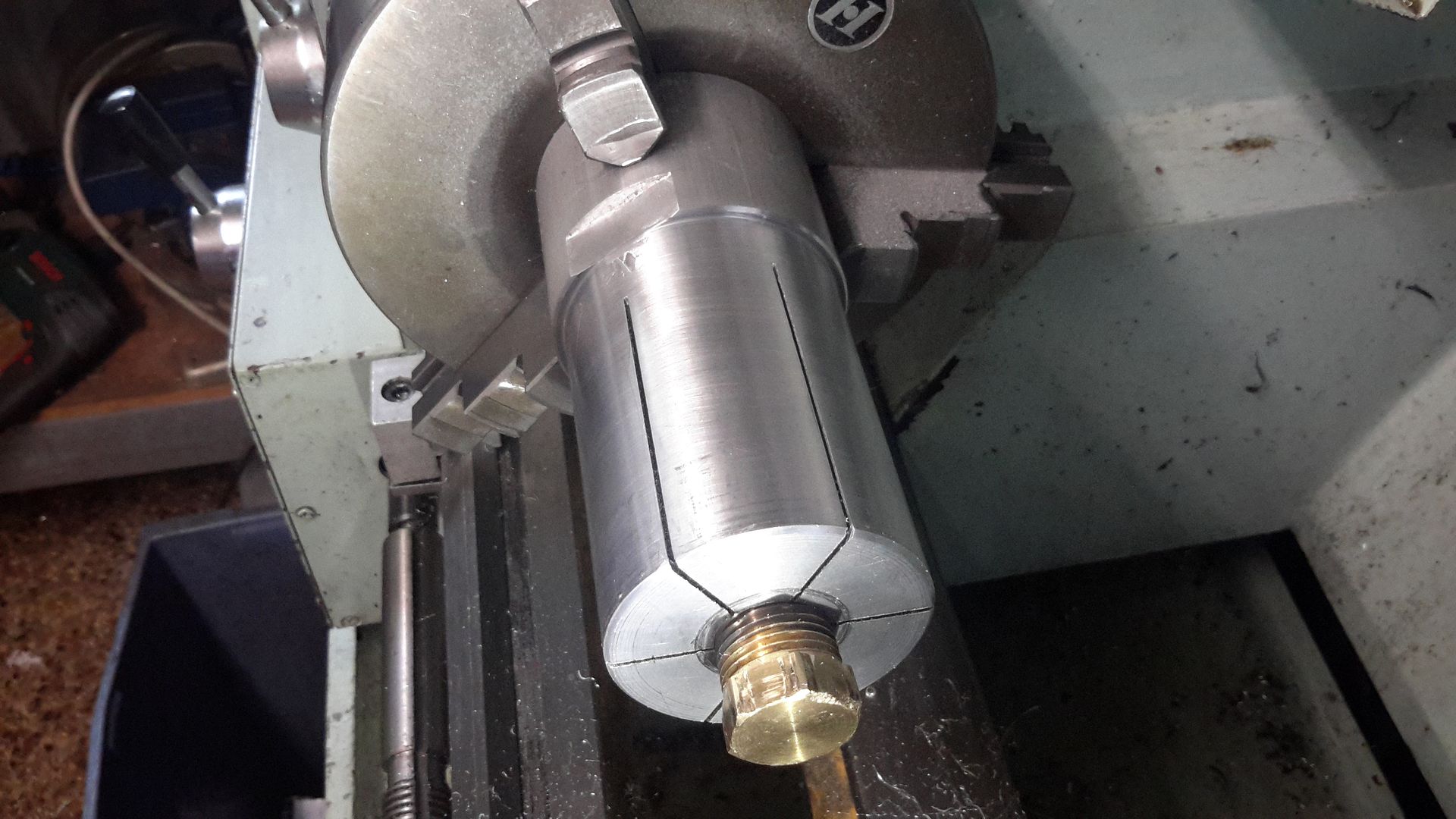
PS, I was just reminded how poor a finish I got with my first lathe when I saw this pic again!
Rod Webster
www.vmn.com.au
Yes, that would be the no. 1 quick and easy way with the bolt, spacer and nut held in the chuck and can work if the bolt is the same diam as the ID of the disc.
Getting the OD to be concentric to the ID is impossible unless the disc is already concentric with the ID/ OD and then all you have to do is indicate off the outside diam before clamping.
Ian..
So this becomes easy. Start with a piece of stock long enough to hold in the chuck. Turn it to size, bore the centre hole and part it off. Everything would be concentric. Then you could place a smaller piece of stock in the chuck, turn up a mandrel with a shoulder on it to suit the bore and drill and tap for the bolt. This part stays in the chuck and becomes your spacer. Make the shoulder as large as you can so you get as much friction as possible (or glue on and disassemble with some heat.)
Rod Webster
www.vmn.com.au