Reply with Quote
Reply with QuoteHows that work then? normally a edge finder is connected electronically to the BOB,don't see any wiring to the standard DTI that you can buy cheap or expensive depending how accurate you want it.



Here's some pictures of an edge finder and a tool set block I have been using fot the last 10 years or so. They're expensive, but it makes set up go a lot faster.
Similar Threads:
Last edited by Steve Seebold; 05-02-2012 at 09:27 PM.
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
Hows that work then? normally a edge finder is connected electronically to the BOB,don't see any wiring to the standard DTI that you can buy cheap or expensive depending how accurate you want it.
There's no mechanical ot electrical connection on either one of them. In your offset page, you just dial the edge finder to zero and press touch on you X, then repeat the procedure for the Y axis and you're done.
For the set block, you turn on a 1.0000 inch offset correction and run tool down till the indicator gets to zero and press touch on the appropriate tool number and your done. With this block, I can set 6 tools in 3 minutes or less.
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
How does that edge finder work? Does it deflect in 2 axis? Is it true to the spindle center?
I use the Tormach TTS dial indicator all the time for finding the top of the work surface as Tool 1, and it's beautiful.
The 3D-Tasters are very cool. You put the ball against the edge you want to zero (X, Y or Z) and move that axis. When the needle points to zero, hit zero in Mach and go to the next axis. Very much a luxury over a standard edge finder with the subtracting and adding diameters, but one I find highly useful. The only irritation about mine (an eBay special) is the 20mm shank which required me to make an adapter.
Are they more accurate? I find that my mechanical edge finder or "electronic" (light up) one are only good to maybe 2 thou.
This Taster will get me within about .0004. If I have to be any closer than that, I don't want the job.
I can also use it to pick up the center of a hole. Like I said, I have used it for about 10 years, and it does make set up easier and faster.
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
Well yeah,but....what if someone wants one on here would like one,I mean you're not exactly giving any information were to purchase or buy from.Like I said, I have used it for about 10 years, and it does make set up easier and faster.
Not that I'm interested meself like as I'd go for BOB orientated one.
I find my Starrett 827B mechanical edgefinder good to ~0.0005". The trick is to look down the axis of travel so when the edgefinder “kicks out” upon contact you see the contact event with maximum effect. i.e. the "kick out" is perpendicular to one's line of sight.Originally Posted by tbaker2500

Also I don’t know how one uses a 3D Taser with the ball end to easily find the Z-axis datum of say a roll pin or tooling ball datum marker. I use a TDI tool with an elephant foot for finding the Z-axis datum on often measured parts that are fixured at an angle using a roll pin or special tooling ball. All of my tool heights are measured offline on a surface plate and entered in the tool table. Then I only have to measure a single Z-axis datum. No need for a tool set block with the issue of chipping a hard surface on a tool like an endmill either.
Don
I bought mine from Travers Tool in about 2000. They were pretty new then and I think I paid close to $500.00 for it.
I just looked it up in the Travers tool catalog, and the 3D Taster ( item 57-030-41 ) is $424.99, and a replacement tip ( item 57-030-42 ) is $49.35.
When I bought it, I still had about 15 years left to work, and I was very much into whatever makes my job easier. I'm still that way. That's why I have a Tormach and not a Bridgeport.
BTW, what is a BOB?
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
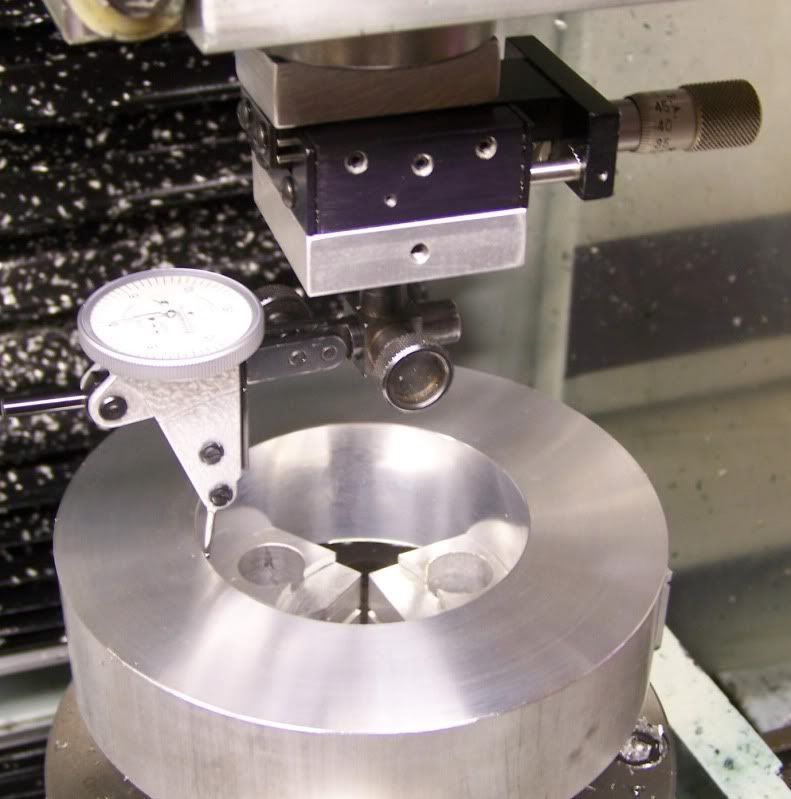
Also for quickly finding the center of a hole I built this tool using an interapid 312B-1V indicator and Daedal ½” positioner.
Don
Hey Don,
I like that tool. I still use a Interapid indicator to find the center of a hole as well. I haven't figured out how to do it on the Tormach with the Taster yet, but I learn something new on it almost every day. Someday when I have lots of time I'll figure it out.
I'm trying to get my brother to buy one of these machines. He has a wire EDM shop in Newberry Springs and he has a bunch of Dyna-Mite mills. I have 2 Dyna-Mites as well, and next to the Tormach, they are just toys. They have 6.2 inches of X travel, 5 inches in Y and 4 inches in Z, and they rapid at a rip snortin' 30 IPM.
Oh yeah, I forgot. About a month ago I stumbled on a 6 inch 3 jaw Hardinge chuck with top reversable jaws. The guy wanted $175.00 for it and it looked brand new.
Steve
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
Nice setup ! My fav hands down is the TTS probe, love this tool.
Heres the 3D taster:
Haimer GmbH - Sensors
It's very useful for quickly referencing a part on all three axes, but is also expensive.
Phil
PS: I believe Tormach stock them.
Insert taser tip into hole approx in the centre. Jog to min x edge and reset X DRO when taster indicates zero. Jog to max x edge. When taster indicates zero the DRO will read the length of the chord (or diameter if you happened to be on the centre axis) use the command line move the spindle to the centre to G0 x? where ? is half the X DRO reading and zero the X DRO. Repeat for Y axis. I usually jog up in Z before using G0 incase of finger trouble to avoid breaking the tip.
The closer to the centre you start the more accurate the results so repeating the process a second time will improve the results.
Dave.
My Haimer is my single favorite tool purchase. Tormach sells them AND the replacement tips... I've had to have them overnight some to me before.
Until you use one its very hard to understand how handy they are. I can find hole centers in about 1/3 the time it takes me to sweep them in.
It is good practice to always zero the first axis twice: zero x, zero y, zero x again. any error from y 0 when first jogging to zero X CAN cause a small error in the X only.
I still remember the day I realized I could zero on the left, jog to the right, and touch the X display and type "/2" and hit enter.
I have the older style like in the picture with a 3/4" shank. my only regret was only buying one @$250 when I had the chance.
As far as picking up curved surfaces its E A S Y. Usually I will find center by zero one side, /2 on the other side, bring down in z at zero. If that cant be used, bring down roughly at highest point and jog X&Y looking at the needle on the haimer... the high point is pretty obvious since the needle stops and changes directions.
My 3d Taster consistently amazes me with its accuracy. I still have starrett standard edge finders but they very rarely ever see the light of day
I really want to measure off line but just haven't done it yet. I use a 4" Edge Pro Technologies or whatever its called to set tool offsets. G59 is saved with zero at 4" above my table using the haimer. When I load a program I just set, the Z setter on a clear spot on the table, go to offsets, touch G59, jog my unknown drill/tool down into the ALUMINUM surface of the height setter, type the tool number, hit the set tool offset button... takes seconds per tool.
I use offline tools with my taster. It took a bit of work to get the taster length set when it was at Z-zero, but once done it only needs doing once.
One of my applications is finding the datum of a 1/2" thick plate fixtured on a 45 degree angle plate. For finding the Z-axis and Y-axis datums a 1/2" ground rod is placed on the fixture plate against the front surface of the 1/2" plate. I the use a Starrett 827B edge finder with the 0.200" diameter cylindrical probe to find the front surface of the 1/2" pin and the TDI tool with elephant foot to locate the high point of the rod. IMO for this application using the 3D Taster tool with its spherical tipped probe would not be easier or faster. Perhaps using an electronic probe with a spherical tip in combination with successive approximation software one could duplicate the speed of locating for my application but it certainly would not be easier than using the Starrett 827B edge finder and TDI tool with elephant foot. Then there is the case of locating datums using a tooling ball with a spherical probe.
Don