Reply with Quote
Reply with Quoteredundant message



Hi Karl,Originally Posted by karlgabel

life got in the way! Its still on the list of things to do. It needs to be assembled and wired. The ELS is in it's box and ready, just, like so many people not enough time! I will get there!
A little aside, it has remained usable manually, so the lathe has continued to work occasionally.
Regards, Matthew
redundant message
Last edited by mattinker; 07-31-2012 at 10:24 AM.
It's been a while!
Some health issues prevent me from doing a lot of the things I have to do, so I'm trying to get get on with outstanding projects.
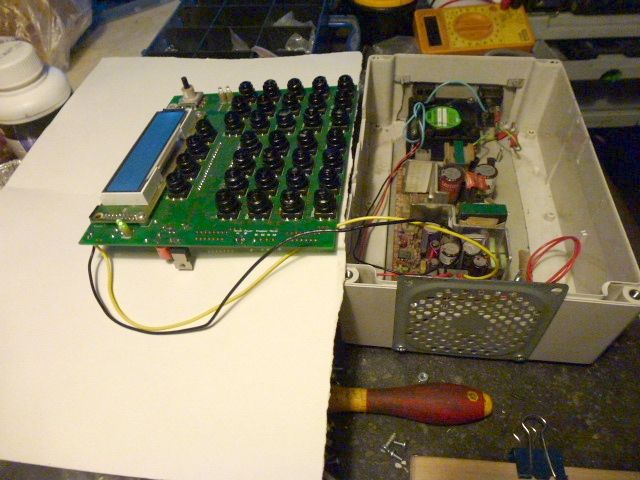
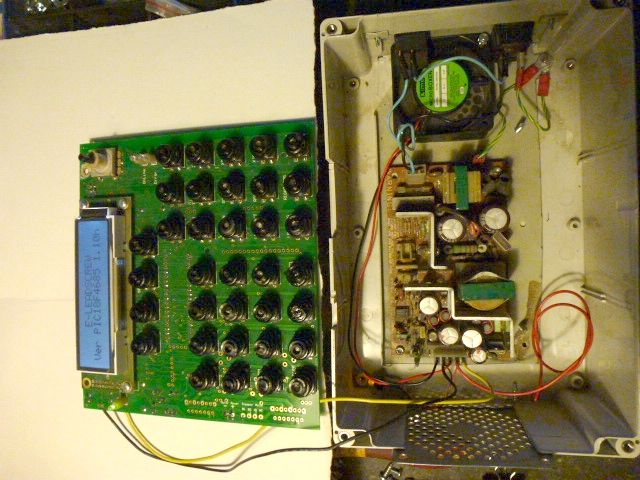
I'd started installing a "caddy" power supply in the ELS box to make it an independent unit. It took some time to get the buttons at the right height. I found some plastic spacers to glue on the buttons and some metric stand-offs to get things right.
So, I'm pretty pleased that it's boxed up and it lights up. I hadn't lost any of the bits!
Hi Matt, nice going, I re-read the posts from #1 to refresh the memory.........you've been pretty busy.
I second what you say, life gets in the way and there's only 24 hours in a day.
It doesn't really matter if you never make an Earth shattering discovery just as long as you enjoy what you are doing.
I've been retired for 10 years now and still don't find enough time for all the irons in the fire, but it's better to have sampled them than not had a go at all.
BTW, if you are contemplating doing CNC thread cutting, you might want to remove the compound slide and install a solid block to prevent any "tall building side deflection" that you will get from side tool pressure.....you don't need the compound slide in that mode.
You'll find this is a feature on Turret lathes and is one reason they can take deep broad cuts with a plunging action using a broad faced form tool.
Which leads on to the back tool post on turrets used to mount a parting tool upside down, and ALL lathes with plain bearings are suicide for parting from the front tool post and with a compound slide mounted as well......too much spindle lift and spring in the slides.
Mounting a parting tool upside down from the back tool post and running the lathe in the NORMAL DIRECTION (anticlockwise) means the spindle is always being pressed down in the head bearings, whereas if you part from the front the tendency is for the spindle to be lifted and so you get dig in and chatter.
Why I mention this is because you might want to mount the threading tool on the back tool post upside down.....you still rotate the spindle anti clock, looking at the chuck, and thread towards the chuck, and use the same tool configuration, but you will get the benefit of the more rigid spindle in that mode.
I have the same problem with my 1930 Colchester Bantam, parting off that is, and will fit a longer crosslide to accomodate a back tool post for parting.....when I can get a round tooit...LOL.
Incidently, I see you have a short cross slide too, and this always wears the centre of the crosslide carriage dovetails in the middle.......turret lathes have very long cross slides and are as steady as a rock.
Happy New Year, hope to read more on your progress....keep well.
Ian.
Ian
"BTW, if you are contemplating doing CNC thread cutting, you might want to remove the compound slide and install a solid block to prevent any "tall building side deflection" that you will get from side tool pressure.....you don't need the compound slide in that mode."
Thanks for your reply and the point you made about the compound slide. I intend replacing it with a quick change tool post for which I have some nice oversize tool-holders.
The only thing I don't like about running things in reverse is I don't have a clamping system on the spindle, I don't fancy the chuck un-screwing it's self on me!
Happy New Year! Cheers, Matt
Hi Matt, the lathe does NOT run in reverse......the parting tool in the back tool post is UPSIDE DOWN and the lathe runs in the normal direction, this will impart a DOWNWARD pressure to the spindle and like wise an upward pressure to the tool, but the spindle is normally in the bottom of the bronze head bearing due to it's weight and with a rear tool post and a tool in the upside down position the spindle is held down.
With all bronze bearing spindles the spindle floats on a cushion of oil and this means there is some play in the bearing, small, but it does move up and down under tool pressure.
With a cutting tool (any cutting tool) in the front toolpost the spindle (and job) tries to lift as the tool bites into the job, which for ordinary turning towards the chuck or tailstock won't cause too much problems, but when you plunge into the job, as in a parting tool mode, the spindle is lifted and this causes vibration, digging in and in worst case scenarios a pulling in of the cross slide.
With the back toolpost and an upside down tool you run the lathe in the NORMAL direction (counterclockwise looking at the chuck) and this will keep the spindle from lifting onto the tool point.
I have previously used the auto feed when parting with a back tool post, and not many people are able to do this without drama in the front tool post.
Ian.
Ian,
I wasn't clear in my reply, I do understand the upside-down tool post for parting, it was the threading part, I'd have to tell the ELS to thread left hand to do it on a rear mounted tool-post! We'll see when I get there!
My lathe has very little wear in the cross slide lead screw and the cross slide. I was able to scrape it in fairly easily. I think by replacing the tool post and compound slide, it should be much better.
As my lathe is a war time model made in 1944, I think that it did very little work, but it had been very badly treated in later life, probably in the corner of a Garage. This would explain the relatively little wear, and all the marks and dings on it, treated like an anvil! I have adjusted the spindle bushes which are scored but I'll have to make new ones one day!
Another little job once the ELS is working is going to be a morse 4 1/2 to morse 4 adapter for the spindle nose, but that's for later! Time to get back to sorting out the stepper drivers and the wireing!
Regards, Matthew
Hi, nope, if you used a screwcutting tool upside down in the rear toolpost you still rotate the chuck as normal and still move the tool in towards the chuck as normal....nothing changes except you move the tool away from you when you extract it from the cut instead of towards you.
The advantage I mentioned was that the spindle won't be tempted to lift in the bearings, but as you are not parting off but moving axially, then the spindle lift probably won't matter.
As you mentioned that you are going to use a QCTP in place of the compound slide, then this will give you a more rigid set-up.
Ian.
Your quite right, the direction doesn't change, it would be like cutting an internal thread. I think if I don't have any problems, I'll stick with as it is, one thing at a time! It's taking me long enough as it is!
Regards, Matthew
Hi, just re-read the posts to see where this is going......if this build is intended to just do CNC screw cutting, then it will probably work after a fashion, but for any other CNC work, and that is with the current leadscrew drive to the saddle, it will definately not.
Screw cutting is always in one direction when cutting, and so you aren't plagued by backlash or have the need to program it out, but when it comes to CNC turning proper, any backlash, and you have bags of it with the current leadscrew and half nut, makes CNC a non starter.......unless of course you intend to replace the leadscrew with a ball screw and the cross slide screw too.
One or two random lost steps on a screw cutting job and you could get better results if you used a hand stocks and dies....LOL.
As you are not intending to restore the lathe to it's prior "Glory" by 1940 standards, you could do a lot worse if you took an angle grinder and hand ground all the Vees off the bed and used the solid base to mount linear slides.......without the useage of a workshop with heavy machinery, hand "fitting" will be your only metod that will work on this piece of old iron.
With linear slides the linearity of the bed will make CNC more attainable, and the steppers or servos will not have to work overtime or be oversized to compensate for the friction of the vee slides.
You would of course have to do something about the head bearings if you intended to use carbide tooling to make CNC feasible, and the current motor and flat belt drive will have to go too.
Ian.
Hi Ian,
I set out on this journey to install an ELS, an electronic leas screw on my ageing Colchester lathe. I had no screw cutting capacity, just enough gears to have automatic feed. Have a look at
Electronic Lead Screw Main Page
John set out to build a simple system to replace the change gears on a lathe. A Yahoo group formed the basis of the discussion concerning the development of this simple system.
E-LeadScrew : Lathe Electronic Lead Screw R&D
The original machine that John used was a home made Gingery lathe,
http://www.youtube.com/watch?v=RRaVIBhLgF0]Taper turning using Gingery Lathe and Electronic Lead Screw - YouTube
http://www.youtube.com/watch?v=qu0GToSvnxk]ELS Threading - YouTube
but for any other CNC work, and that is with the current leadscrew drive to the saddle, it will definately not.
I am lucky in that there is very little wear in both the lead screws and the ways. I determined the torque of the stepper motors with the existing lead screws and ways using a spring balance, I am a little apprehensive about it as I still haven't got far enough to try it! The ELS like CNC programs has back-lash compensation.
Screw cutting is always in one direction when cutting, and so you aren't plagued by backlash or have the need to program it out, but when it comes to CNC turning proper, any backlash, and you have bags of it with the current leadscrew and half nut, makes CNC a non starter.......unless of course you intend to replace the leadscrew with a ball screw and the cross slide screw too.
If I find the small amount of leadscrew backlash is a problem I will look at ball screws. I am not the first to do this with out ball screws, John Dammemeyer also runs a standard Southbend using this system.
One or two random lost steps on a screw cutting job and you could get better results if you used a hand stocks and dies....LOL.
I'll let you know when the time comes.
As you are not intending to restore the lathe to it's prior "Glory" by 1940 standards, you could do a lot worse if you took an angle grinder and hand ground all the Vees off the bed and used the solid base to mount linear slides.......without the useage of a workshop with heavy machinery, hand "fitting" will be your only method that will work on this piece of old iron.
I don't see any reason to grind all the "Vees" of the bed (LOL), If I wanted to mount linear rails, I would have started with a block of granite.
With linear slides the linearity of the bed will make CNC more attainable, and the steppers or servos will not have to work overtime or be oversized to compensate for the friction of the vee slides.
You would of course have to do something about the head bearings if you intended to use carbide tooling to make CNC feasible, and the current motor and flat belt drive will have to go too.
Ian.
If a home made Gingery lathe can produce workable threads, I'm sure my colchester using HSS tooling can do just as well!
I don't remember having said that I was going into production with this machine! I don't care if it's slow, I'm enjoying the process. Maybe, one day it will make itself some new head-stock bushes!
Regards, Matthew