Reply with Quote
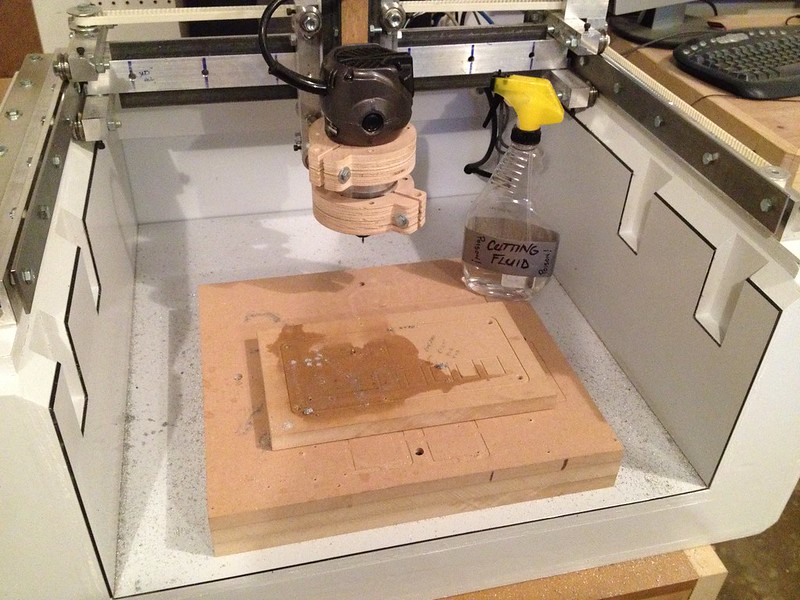
Reply with QuoteI still have yet to build an air diverting clamp for the router but I decided to run a cut today in aluminum with a little bit of cutting fluid. I found that plain old rubbing alcohol works quite nice as a lubricate/coolant while leaving zero residue behind to clean up. I filled an old spray bottle up with a bit and gave the cut a shot here and there. I also add another layer of MDF to the bed when milling aluminum to help move the z axis closer to the center (more rigid).
The cut quality has increased significantly with the "mist" system. Edge finish still isn't exactly what I'd call perfect but its more then adequate...especially for not having to cut by hand. What has increased for the better is the tolerance. I have now moved from the high side of 10-15 thousands down to single digits which is more then I expect a belt driven DIY machine to produce.
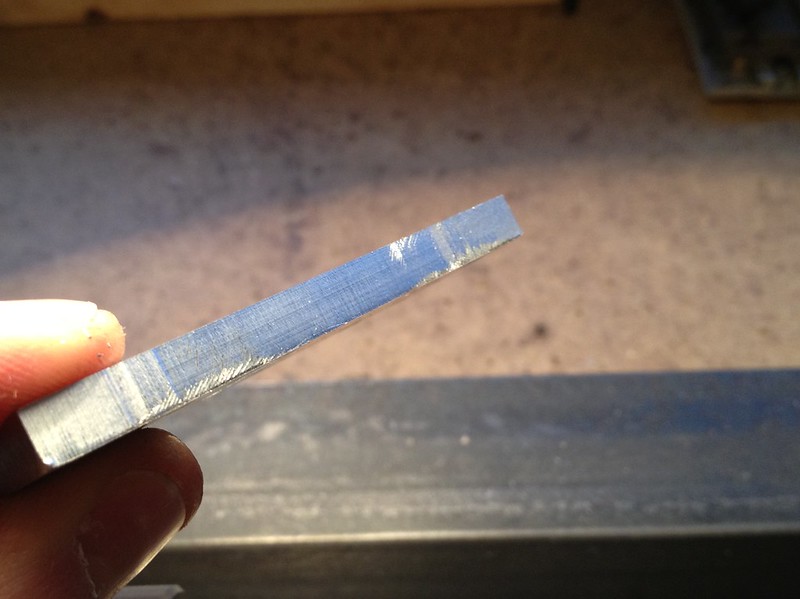
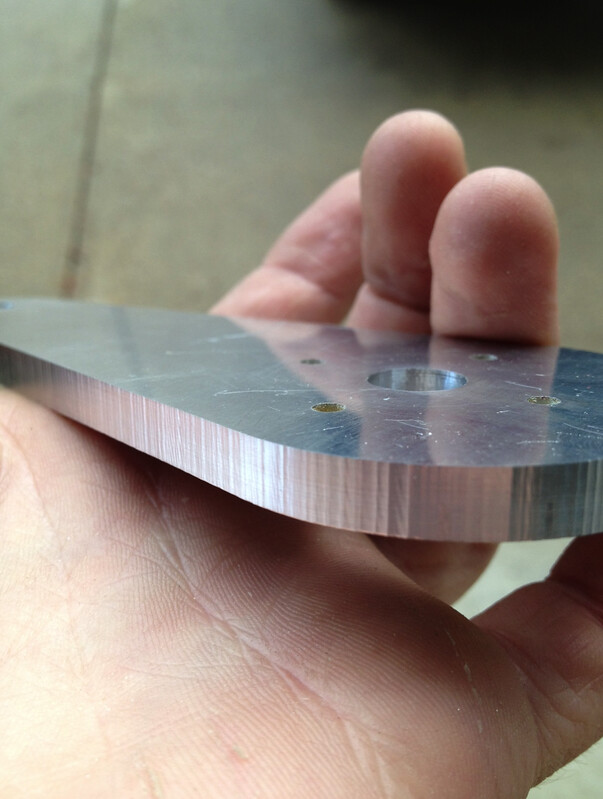
Here you can see the tool deflection from ramping up and down my 3D tabs. Next time I'll fixture the part differently to avoid tabs...or work on increasing the strength in my z axis. The diagonal marks are from a hand file used to remove the remainder of the tabs.
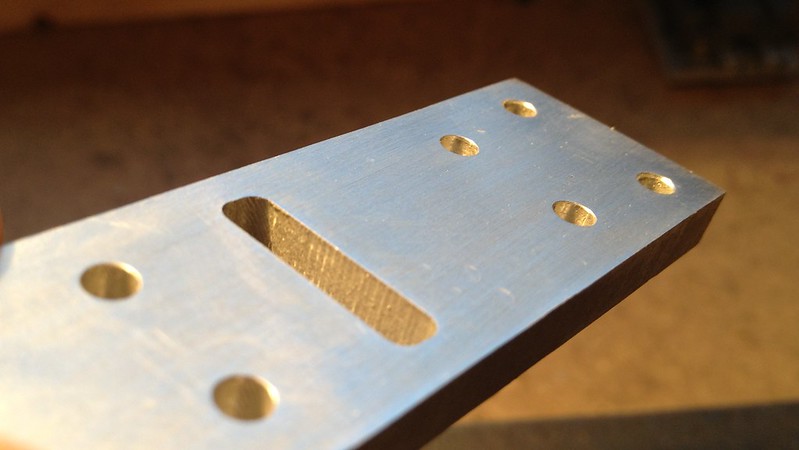
One area thats nearly perfect are the slots and holes. While still out by 2-5 thousands the finish is quite nice and uniform (not a mirror finish, but then again I never did take a finishing pass). All these cuts were taken at 30IMP with a DOC of 0.01" and a spindle speed of about 12000 on a 2 flute 1/8". Next time I'm going to try increasing the feed to ~60IMP as I have the ability to spin much faster while still keeping a proper chiploading.
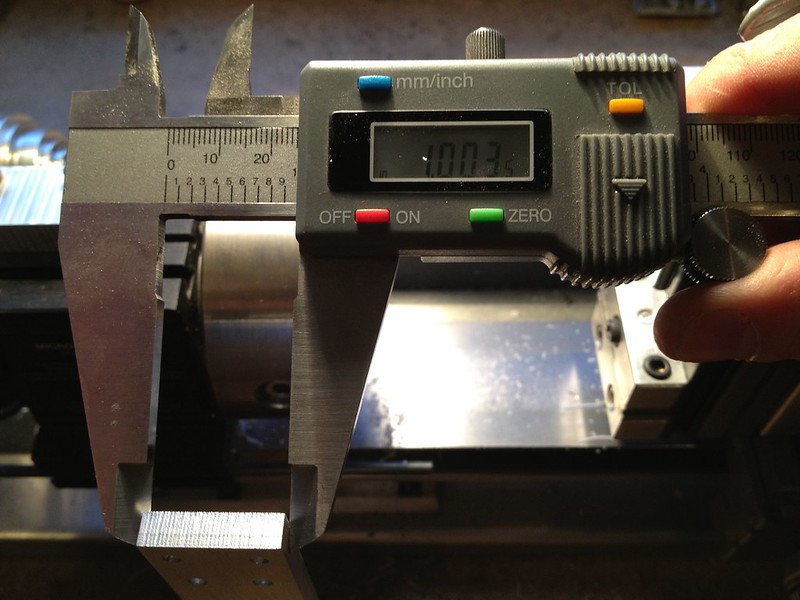
Heres a couple quick shots showing the actual measurements right off the mill (after filing the tabs away).
Heres the long dimensions which is where I see the greatest error...still not too bad. I could probably tram my spindle a little better and knock off a couple thou. I should also note that I am using endmills with a tin-al coating which is NOT a great choice for aluminum. None the less I can get these locally for cheap and they have been working well, my aluminum 0-flutes do leave a little better finish but they are also about 4 times the price! Also nice cutters since I can chuck them up into the little taig and mill steel without troubles (thats where that coating works well, high speed, high heat in steel).
Thats all for now, next thing I'd like to try is a full depth finishing pass on a few parts and see how nice that can clean up the edge. I'm also going to experiment more with high feed but small DOC cutting in aluminum, seems to work nice on these less rigid machines, keeps the cutters nice and cool too.