Reply with Quote
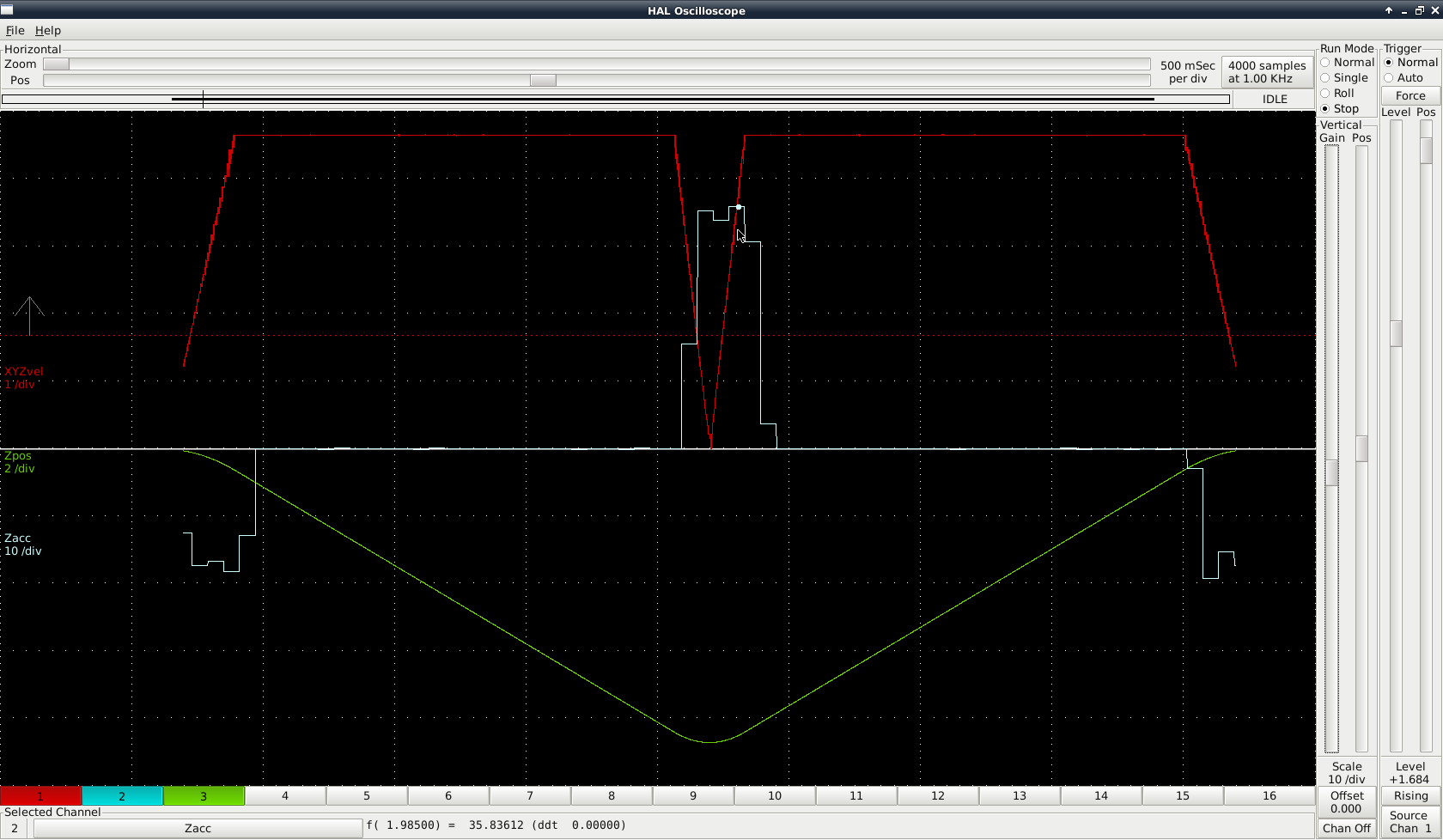
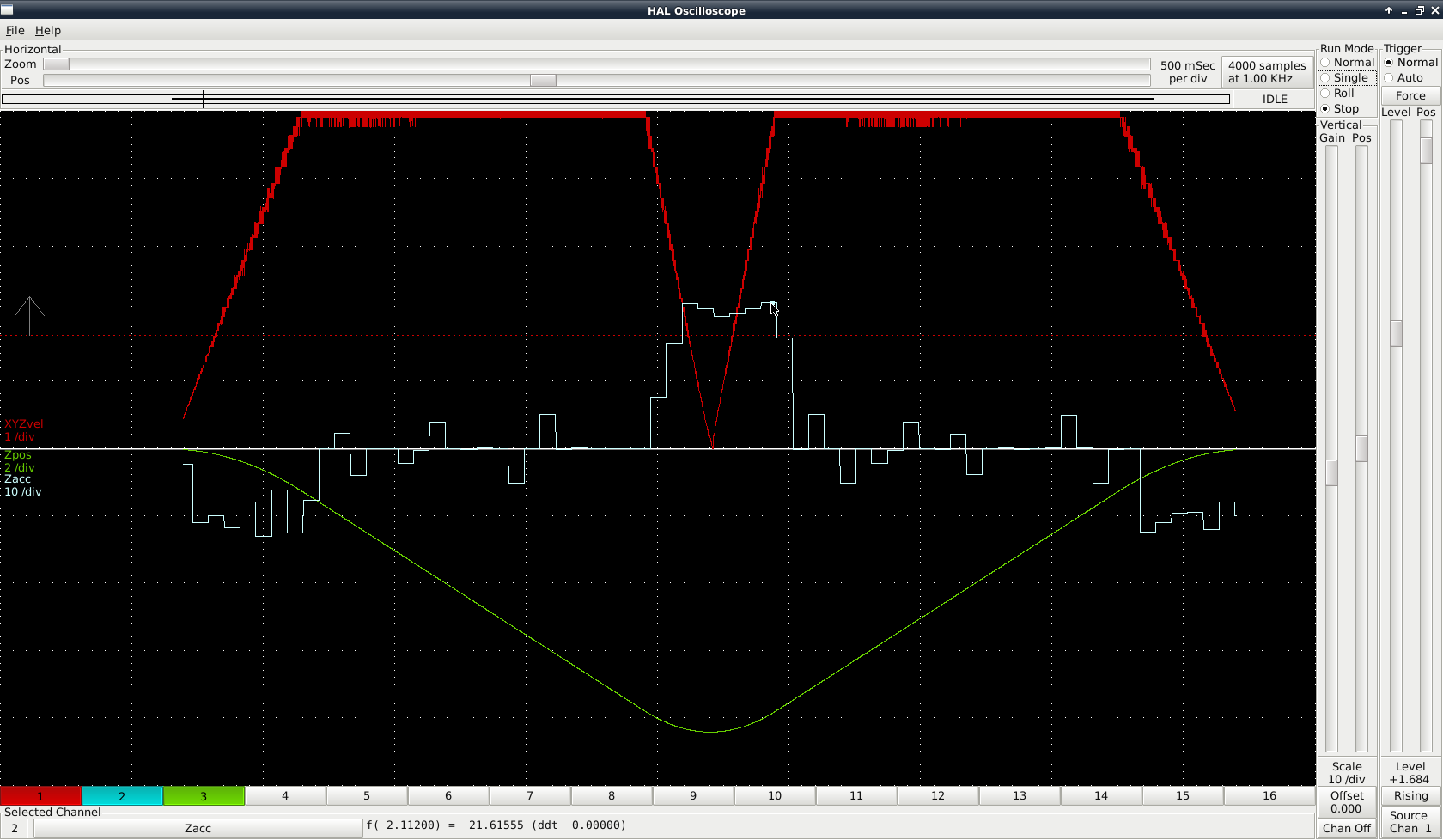
Reply with QuoteAfter further reading, my problem is that I'm decelerating too fast for CV motion mode (the default) to synchronize stop with the beginning of the next move in the opposite direction. My assessment here was spot on;Originally Posted by mactec54

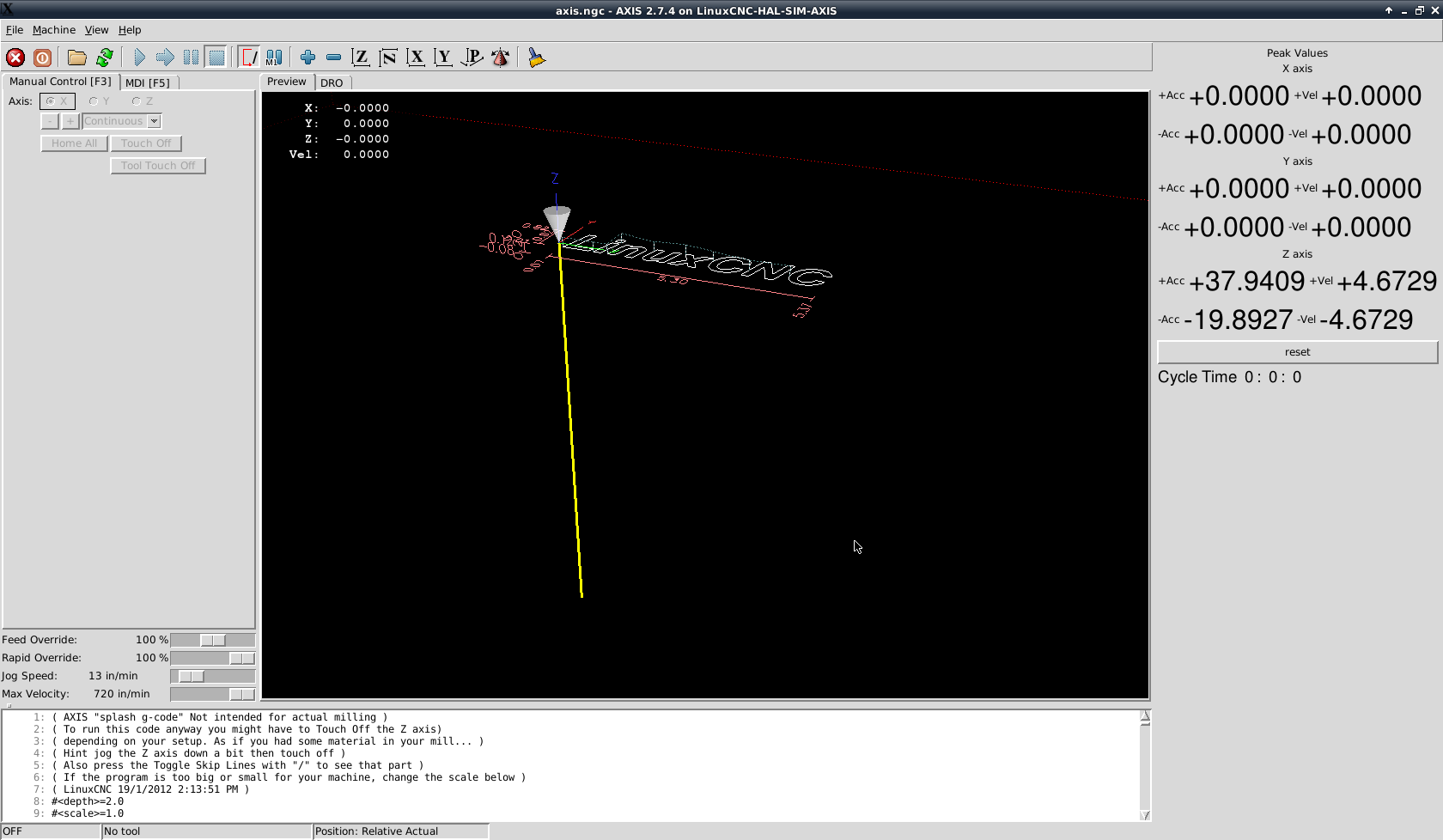
Edit:The drive faulted during the acceleration phase at the beginning of the G1 Z0 move as though the deceleration phase of the G1 Z-9 F300 move never occurred or didn't complete properly. In other words, the start of the G1 Z0 move was not synchronized with zero velocity. If the same thing happened using G0, instead of G1 commands, then I would have simply concluded that the acceleration setting was too high.
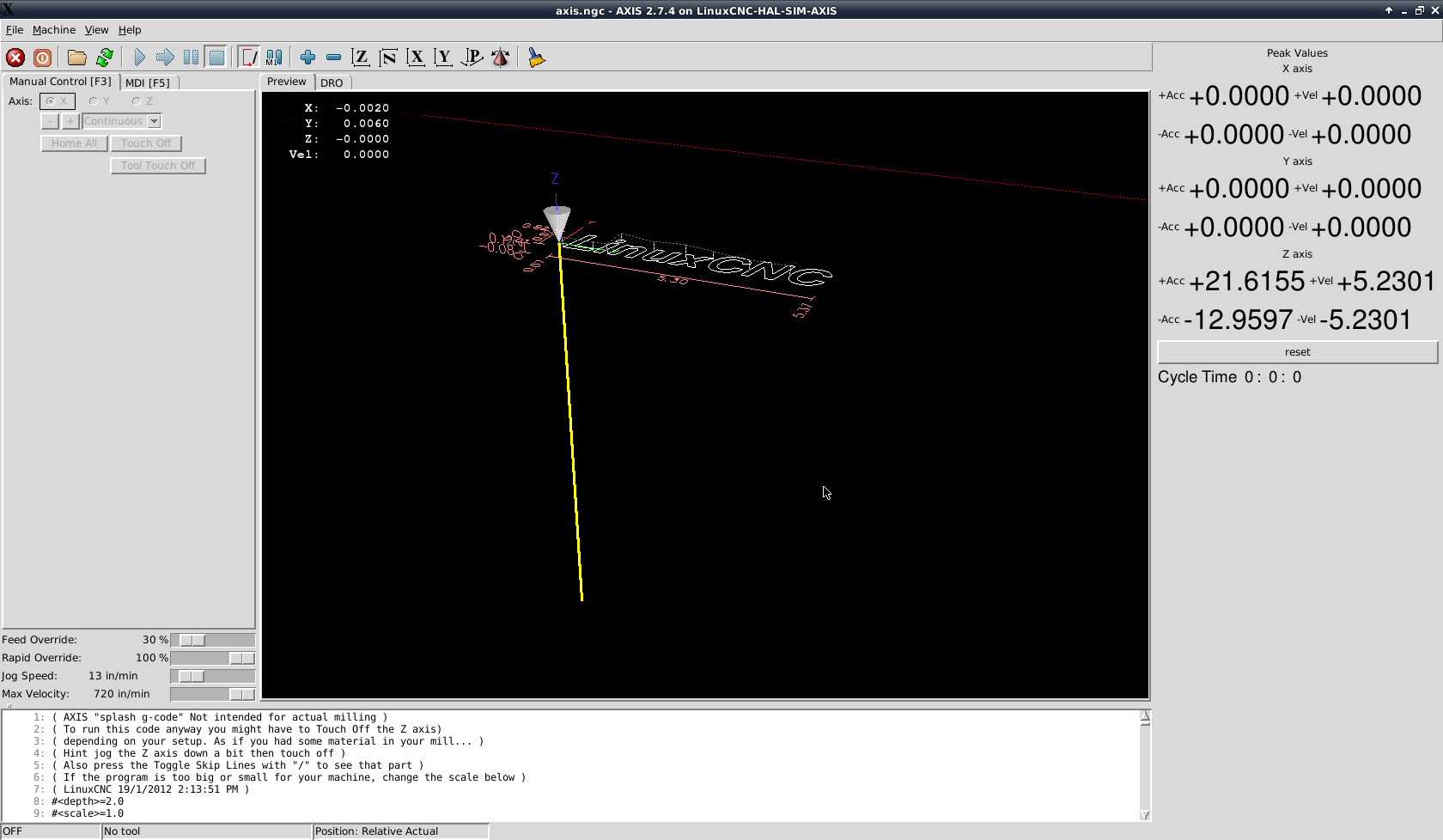
The red underlined setting in the following image is the best solution to this problem;
The following code, with nine 180 degree direction changes, took 12.48 seconds to complete. The same code, except using G0 instead of G1, took 12.28 seconds.
G1 Z0 F300
Z-9
#100=0
#101=-9
M98 P1 L4
Z0
M30
O1
#100=[#100-1]
#101=[#101+1]
Z#100
Z#101
M99
Regarding your video....I'm lost for words, but the "uncanny resemblance" between the debated code here and what appears to be obfuscating CAM software output, is probably worth mentioning. BTW, was there a crash at the end?