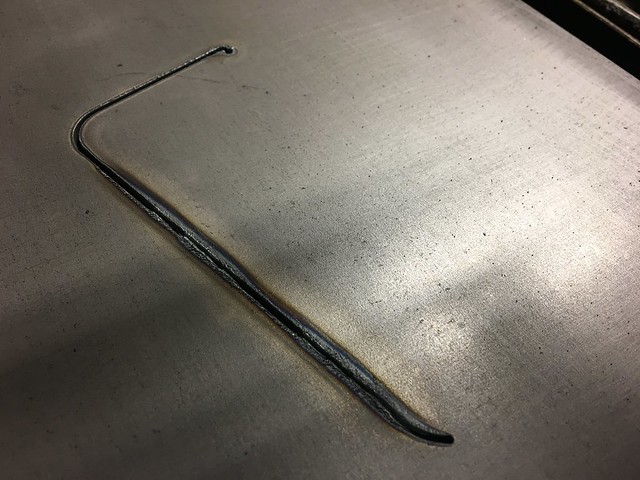
Having a strange issue where the Powermax 85 using fine cut is having a hard time keeping the arc though the plate.
I am cutting 11G Steel, I have tried it set to 10G using book settings, I have tried splitting the difference from 10G - 12G. Nothing I seem to do makes it cut correctly.
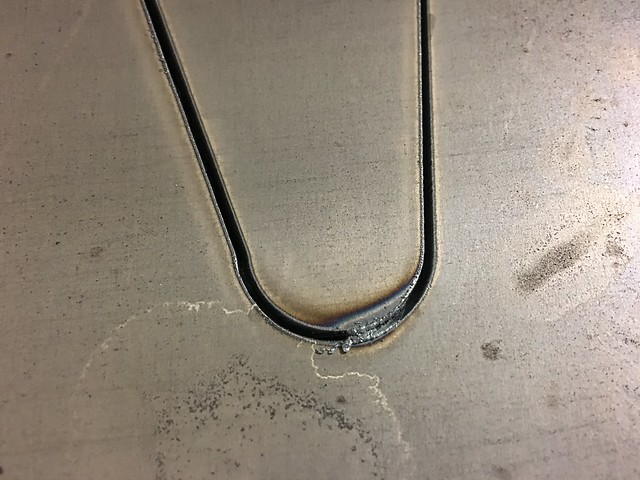
I also have an issue where on the parts it does cut we get lots of dross on the top and it likes to ball up and make the torch randomly stick ruining the part.
This was with a brand new copperplus electrode and tip.
When we use the regular 45 amp tip and shield it cuts fine. But we would love to get the fine cut working right.
Any ideas?








 Reply with Quote
Reply with QuoteOriginally Posted by DirtBound




