



 Reply with Quote
Reply with QuoteCheck Spindle bearings preload; drawbar tension.



I am getting chatter during any change of direction (x,y) at any feed over 20ipm and nobody can seem to figure it out. The chatter is only for a split second after directino change them it will run smooth as glass. This machine would be perfect if I could only fix this issue. Its a 96 4020,dc motor, box way, 10k spindle, 700ipm rapid, 88hs control.
Here is what we have done so far.
-checked gains. they are good.
-replaced x,y resolvers
-replaced x,y gibbs
-checked table flatness. within a couple thou.
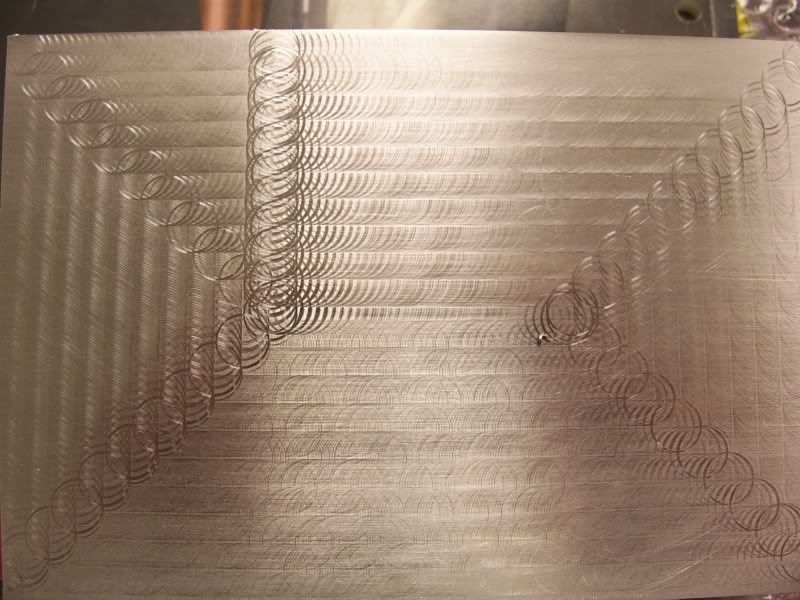
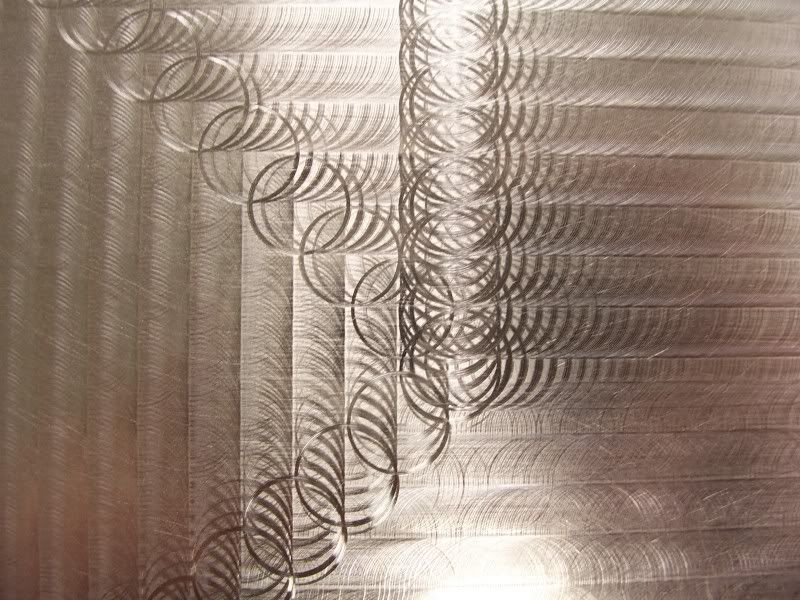
Anyone with any further ideas? Here are some pictures of the issue. This was 80ipm.
Similar Threads:
Check Spindle bearings preload; drawbar tension.
Both techs checked the drawbar tension and it was good.
It is Pozy belt driven or 6 belts?
two large belts. one for high one for low. just replaced belts and cleans entire assembly yesterday before rerunning part in pic.
How about XY thrust bearings
www.integratedmechanical.ca
they were check by the first tech who also replaced the gibbs.Originally Posted by DareBee

Did this problem start occurring recently or has it always happened? Did you make any changes prior to the chattering?
Need help with your Fadal? Send me a message or visit www.TheFadalParts.com. We have over 25 years of experience at Fadal and offer FREE TECHNICAL SUPPORT OVER THE PHONE!
its been like this for a years, but things have been so slow till recent that i just delt with it. during these years i've had multiple tech come in, diagnose and fix everything but the chatter.
Can you send me your phone number? I will do my best to help you out and we can post the results here to help anyone else who may be having this issue as well.
Need help with your Fadal? Send me a message or visit www.TheFadalParts.com. We have over 25 years of experience at Fadal and offer FREE TECHNICAL SUPPORT OVER THE PHONE!
My 2 cents, take it for what its worth.
Looks like a deflection issue, where you are getting the gouging is where the cutter goes from having more material to cut to less material to cut. Also look at your witness marks, they clearly show that you are deflecting as you circle the part, and it also looks like your head is a bit out of square tilted a bit towards X positive.
I'm running pretty close to the same path you are right now in 13-8, I'm showing only the leading edges of the endmill all the way around(deflection), I'm running .400 deep, .300 wide with a half inch endmill, square corners.
The corners are just showing a pattern overlap, no gouging, with that info...
My diagnosis is Z axis thrust bearings.
What material, chipload, we already hit feed, depth of cut, endmill, tool holder?
I'll take another guess, it looks you are feeding about 15% of your diameter per rev, and your tool is either running out or dragging a chip.
Interesting problem
Or gibs set too loose on Z.
www.integratedmechanical.ca
Are you rolling the cutter around corners or just slamming it into a 90 degree turn? If it's engaging a decent amount of material, then I could see it getting pretty angry about an instant-turn.
machine is not anchored into concrete
feed rate too high for the directional changes
causing machine to shake (bounce)
program radi in corners problem goes away

