






 Reply with Quote
Reply with QuoteFinally something to update about. Been working on the mill on and off. Lots of lessons learned... like this whole "make it up as I go along" isn't the best way to do this because it kind of turns into "crap, didn't figure on this happening" very often. But I'm doing this for fun, and having to do all the problem solving so far has been a blast.
So, I ended up taking apart the base to add hardware to it, I cut a bunch of the #3279 economy T nuts I had on hand into 2 pieces and put then though out the base so that I could secure #4302 90deg 2 hole joining plates, these will be to help secure a MDF platform to the base. Had to also take the gantry apart a little bit as well to add a few #3279 economy T nuts as well.
From CNCRouterparts.com I ordered the following:
1/2-10 ACME Nut, 5 Start - I picked up 3 of them
Bearing Block and Cover - just 4 of them for now
NEMA 23 Motor Mount - 3 of them
Zero Backlash Helical Shaft Coupler - 3 of them
CNC Motor Cable - 3 of them
From McMaster-Carr I purchased:
Acme 1/2", 5 start rods, two 3 foot units and one 6 foot unit.
1/2" sleeve clamps, 4 units
1/2" thrust washers and needle bearings - 4 complete sets
So, lets get some stepper motors finally bolted onto this puppy.
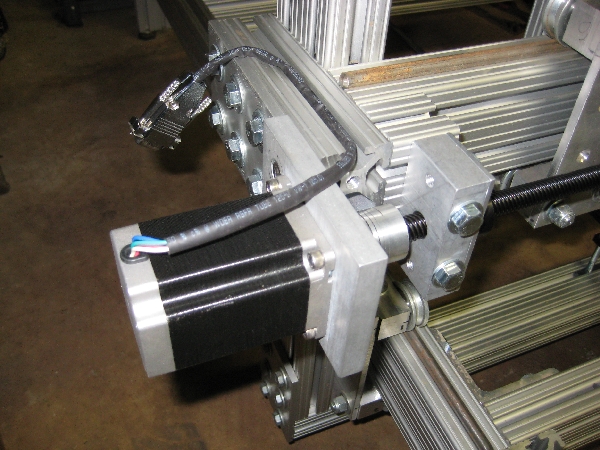
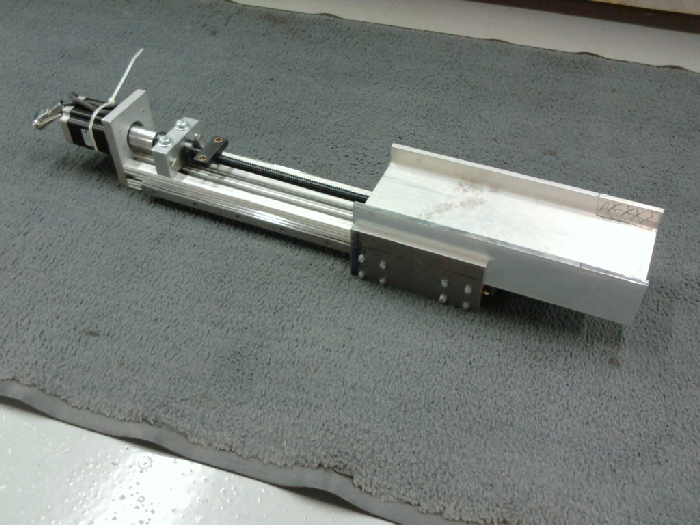
An overall shot of where I stand:
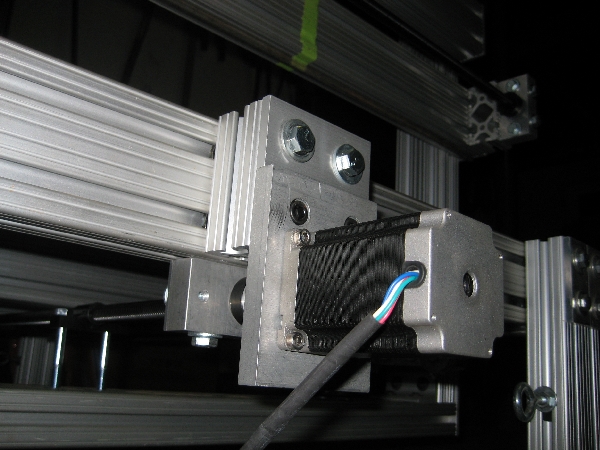
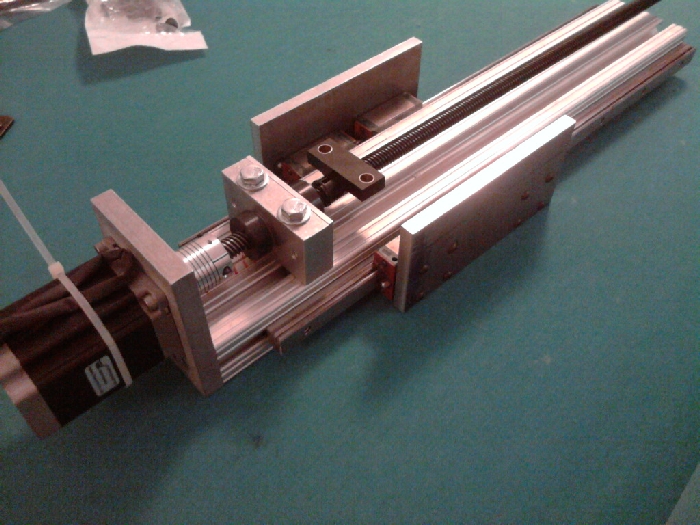
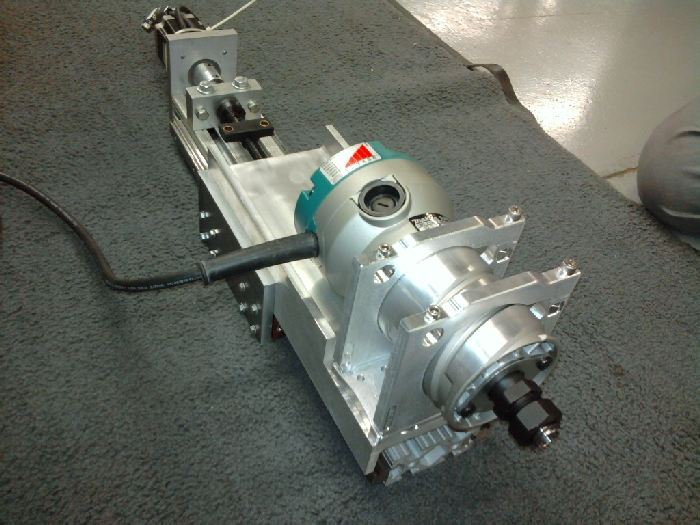
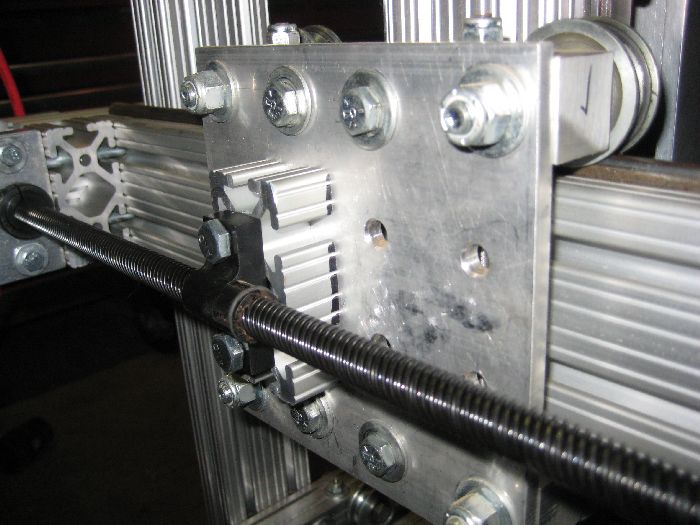
Close up of the gantry's stepper motor setup:
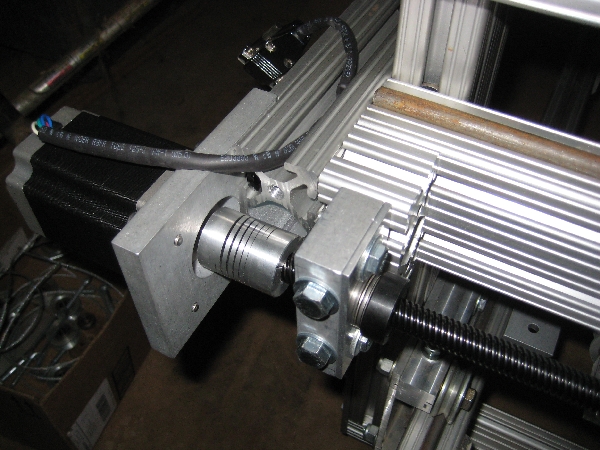
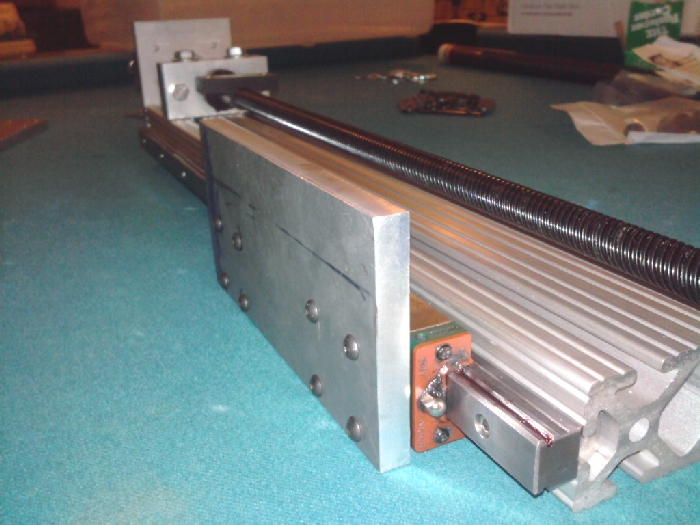
The other side. The 2 bolts in the bearing block are 5" long bolts and go though the bearing block, spacer, horizontal beam and into the vertical beam to clamp everything together:
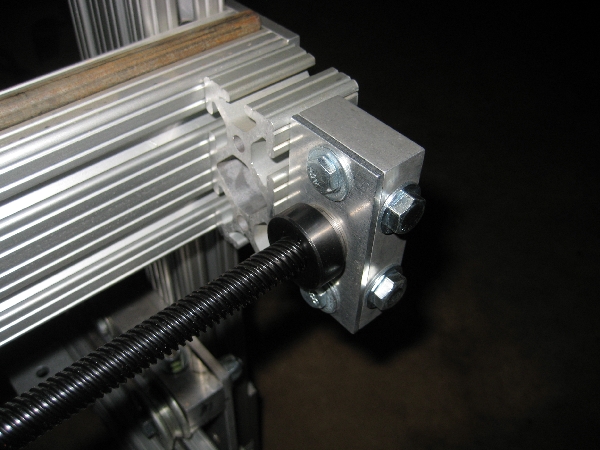
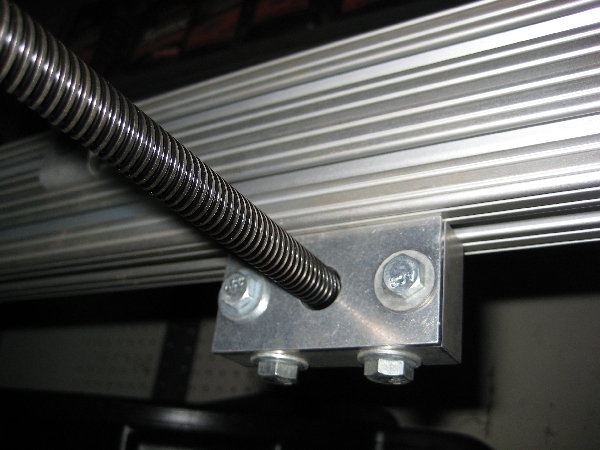
The other bearing block on the gantry:
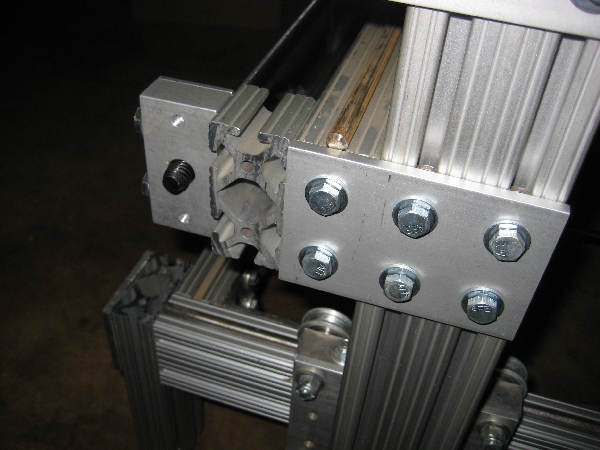
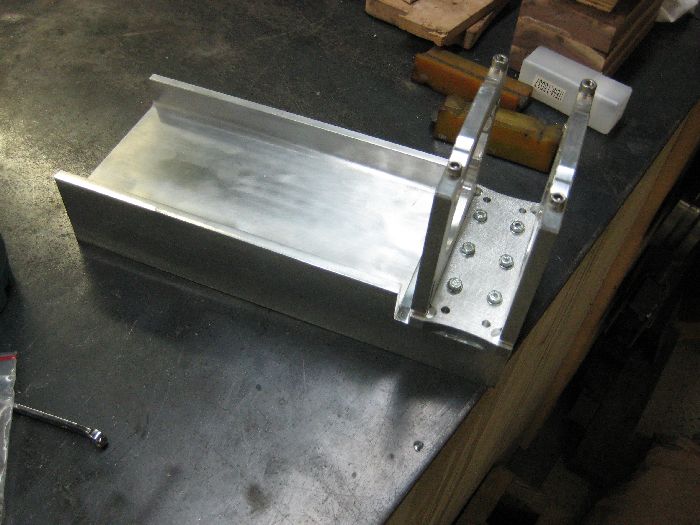
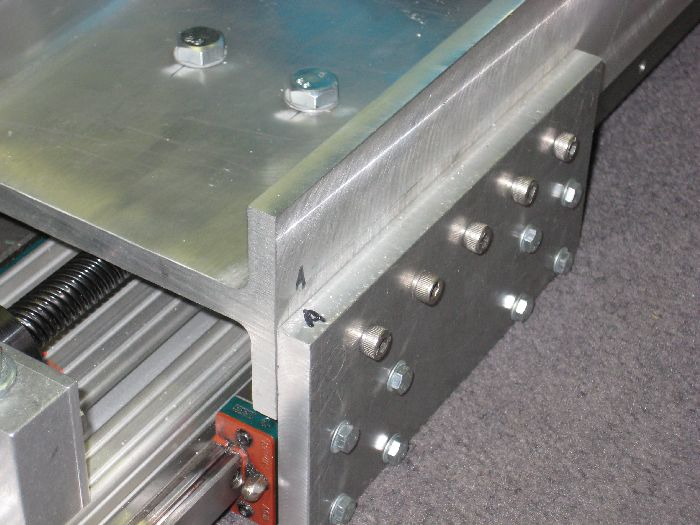
Outside shot of the bearing block. Notice how the horizontal #1530 beam has 2 bolts going into the side of it plus the 2 bolts for the bearing block going though it. My logic is overkill is better. The gantry at this point weights right at 63lbs.
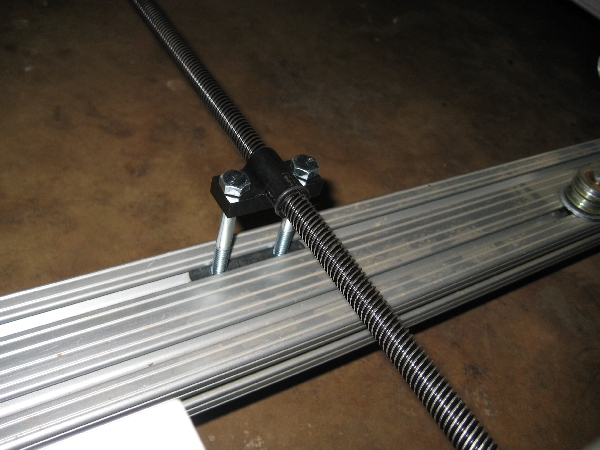
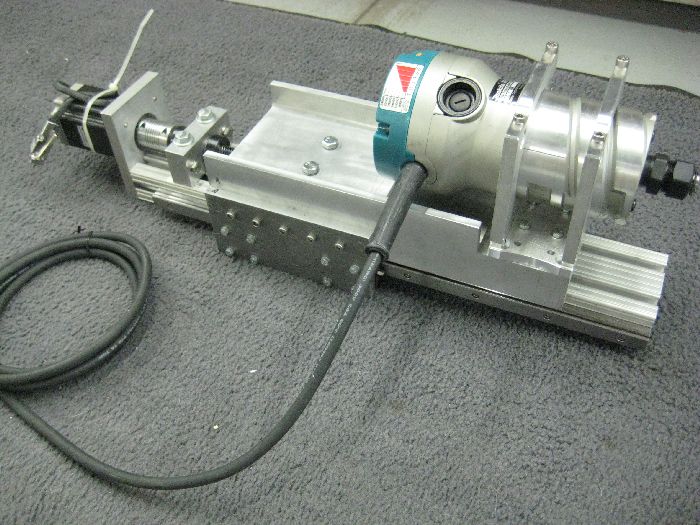
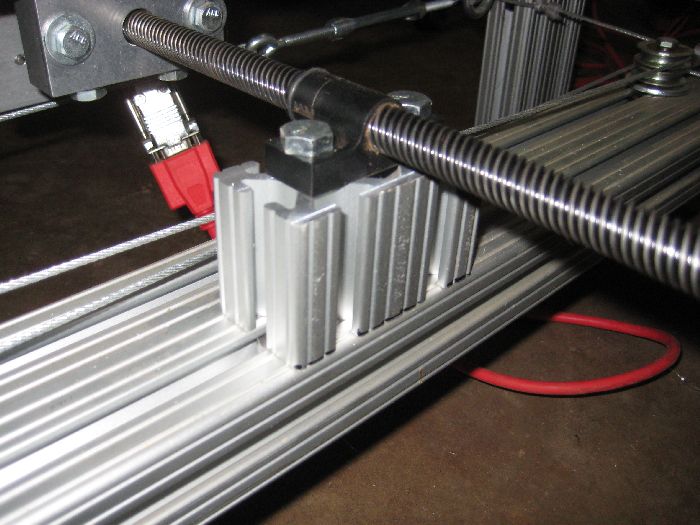
Putting the stepper motor on the base was a lot easier to do:
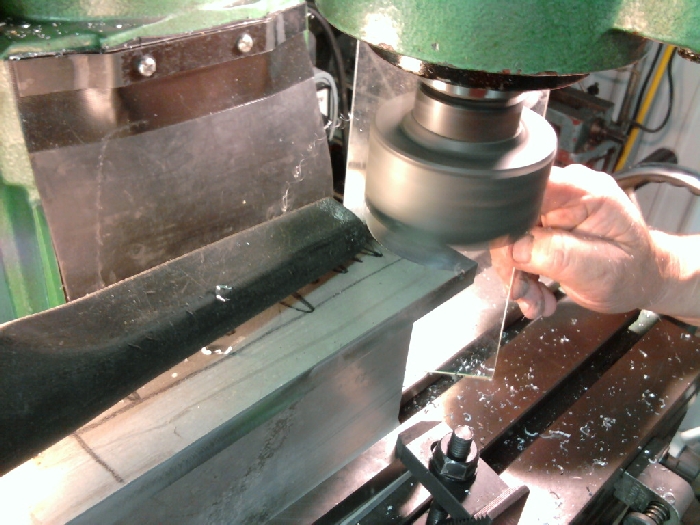
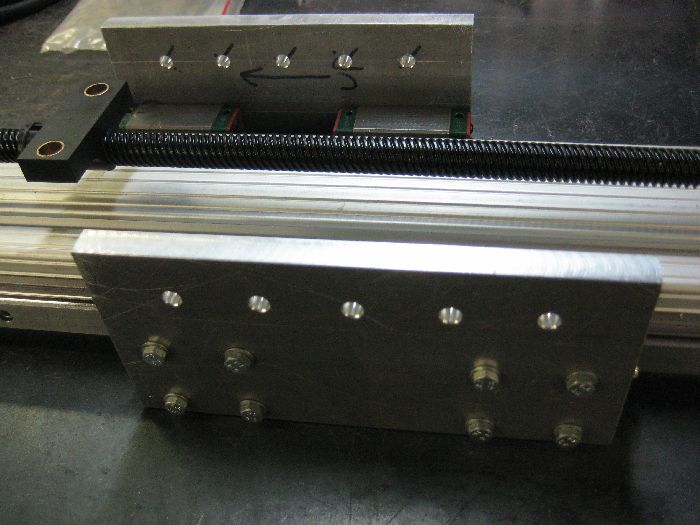
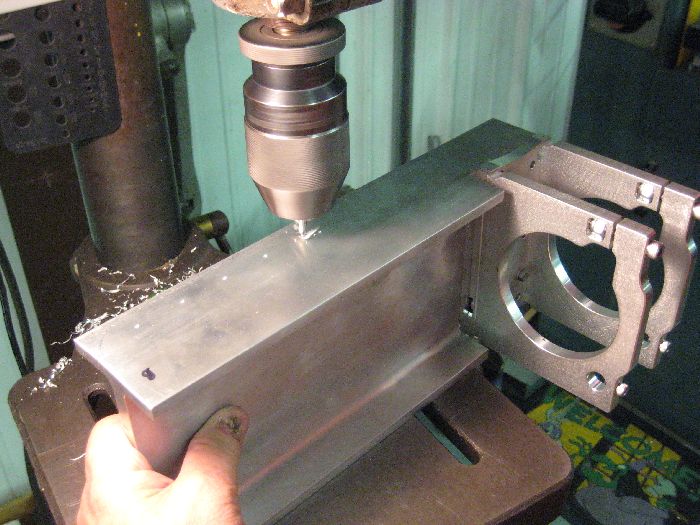
Bearing block on other end of the base. I had to sand this Acme screw, the bearings would not slide over them freely, or really at all, maybe 2" then bind.
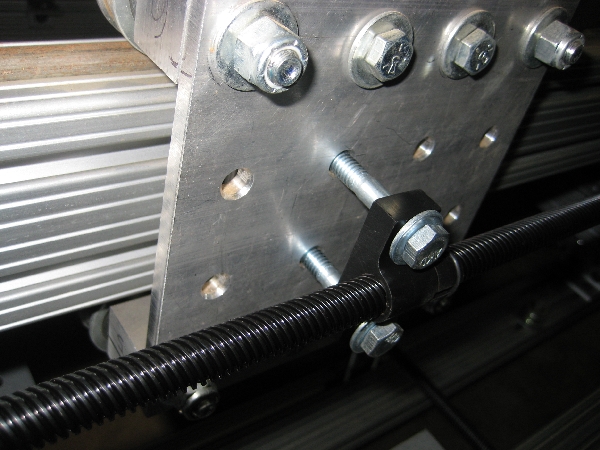
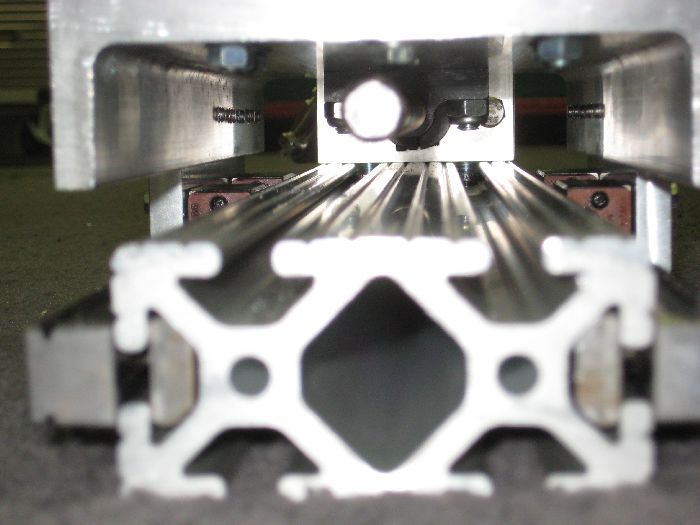
For quick and dirty testing, I just tossed some bolts in, not secured at all:
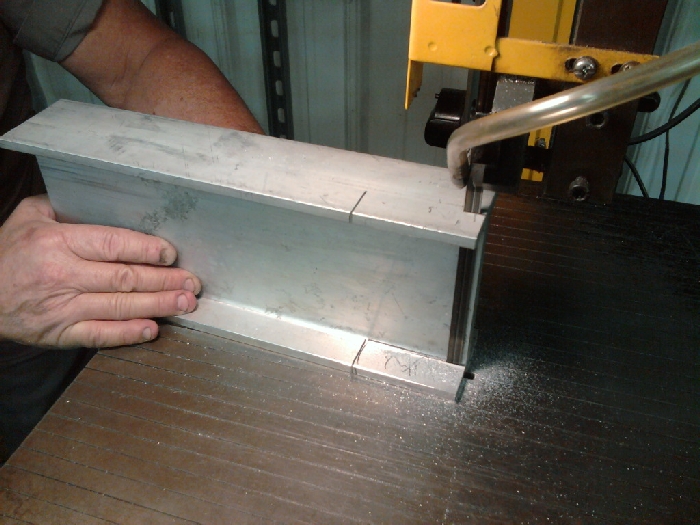
Gantry is the same way. I will be cutting some #1530 to make spacers for these so they can be secured down correctly.
Decided I REALLY some action out of this thing, so I dragged out the computer and G540 (still very much hotwired up poorly for bench top testing) and rigged up the electronics real quick. Note the excitement of the dog:
After a few minutes of poking around the software, I got this:
[nomedia="http://www.youtube.com/watch?v=Su5H0LKoVj4"]YouTube- CNC first test run.[/nomedia]
I know just enough about the ECM2 software to get what you see in the video to happen. Once I get the Acme nuts bolted down correctly, I can really start to dive into the software side of things. My goal is to draw a circle, have the start and end points meet. Ohhhhh ahhhhh.




















 I've turned down my power supply to 40 volts from 48 volts and I did some cutting today.
I've turned down my power supply to 40 volts from 48 volts and I did some cutting today. 




