









 Reply with Quote
Reply with Quote
It sounds like you're inventing this casting process from scratch, and it's a bit difficult to follow exactly what you're doing, or what's going wrong. Are you still printing the mold with a powder-bed printer, or did you go to a traditional pattern? Are you using a pattern for the body and printing the cores? Are you using plain sand with sodium silicate binder, a plaster-sand mixture, or both?
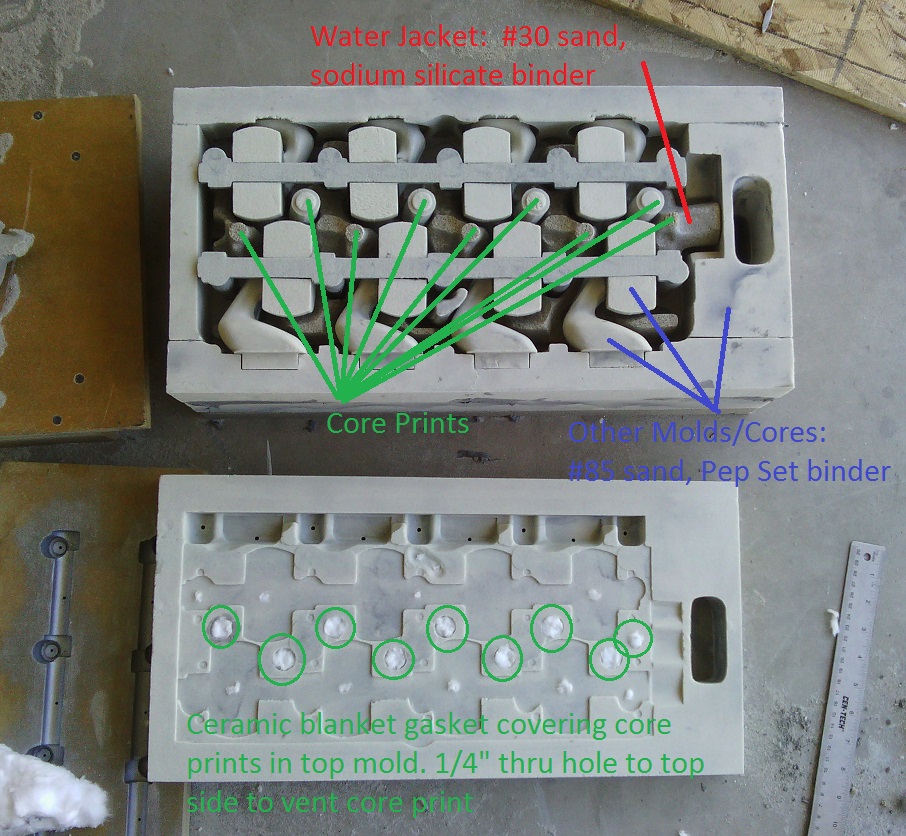
In general, it helps to bake out any residual moisture in plaster - you need to get above 1000F to remove chemically-bound water. It also helps to vent cores separately, so any gasses they generate get outside the mold without having to bubble through the metal. Do your cores each have an open path for the gas to escape, or does the gas have to filter through the mold somehow? Ideally, there would be an empty space in the middle of each core that continued up through the mold until it reached the outside air. What binder were you using last - sodium silicate, Pepset, or something else? I've never used Pepset, and am suspicious of any organic binder that gets heated too much; the fumes are dangerous, and they don't do the casting any good while they're being generated. The same people that make it have an inorganic binder you might try: INOTEC - the anorganic binder system - ASK Chemicals
 ) Seriously and unfortunately most YouTube casters have a low and usually incorrect knowledge base. They tend to copy each others mistakes.
) Seriously and unfortunately most YouTube casters have a low and usually incorrect knowledge base. They tend to copy each others mistakes.
