The following questions would be essentially the same for the Emco style changer, so perhaps someone with one of those can shed some light.
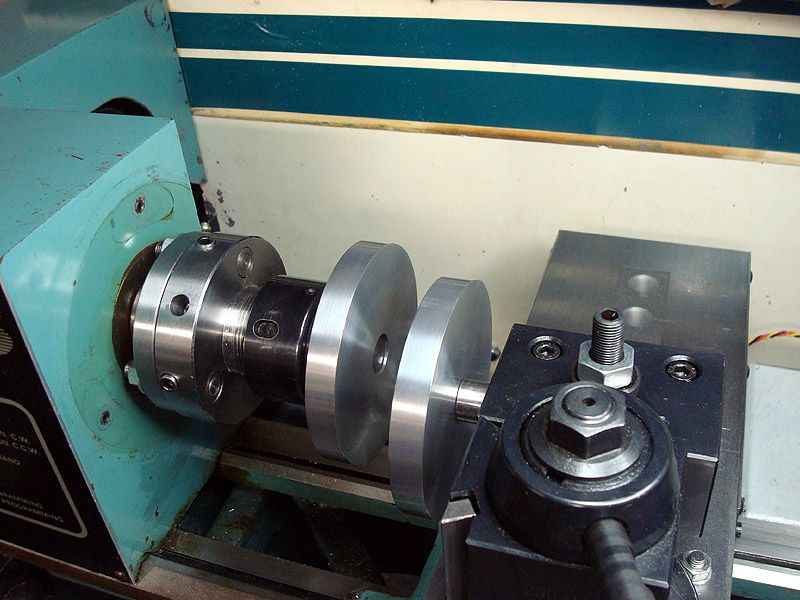
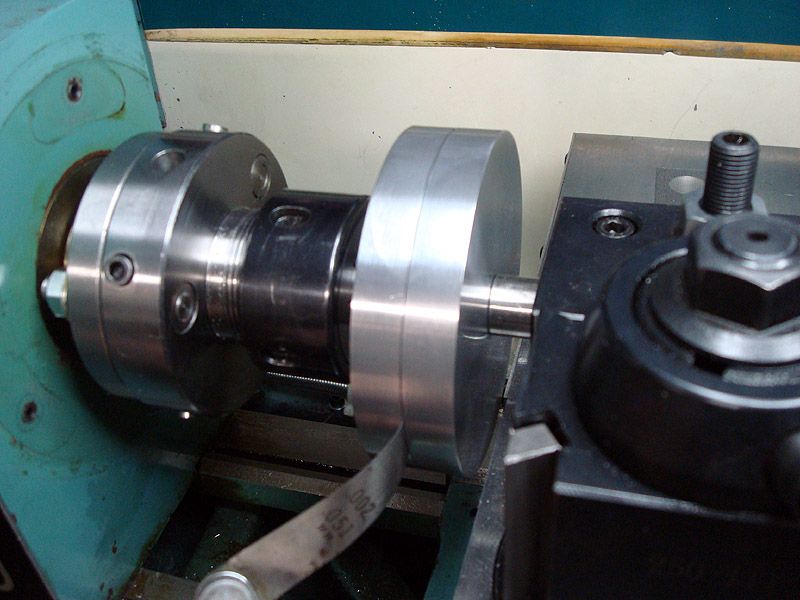
First, I am curious about how the changer was positioned on the cross slide... Was it was ever shimmed into the correct vertical position in order for the axial (round hole) tools to be properly aligned, OR, did the tool holders themselves have an eccentric in them such that you obtained correct alignment when you tightened them down ? I have not yet brought out any measuring tools, but I would find it hard to believe that just setting it on top of the X axis is going to mean it lines up perfectly.
Second, does anyone know if there is a supplier for the tool holders that were used in those 19mm (3/4") holes or do I have to make what I need ?
Good to see another ORAC retro-fitter! I don't have an auto tool changer (wish I did) but the method I used to align a QCTP boring bar holder to the spindle centerline on mine would work for checking the alignment of your toolholders. I use a 5/8" straight shank ER16 collet chuck in the B/B holder for drills & reamers.
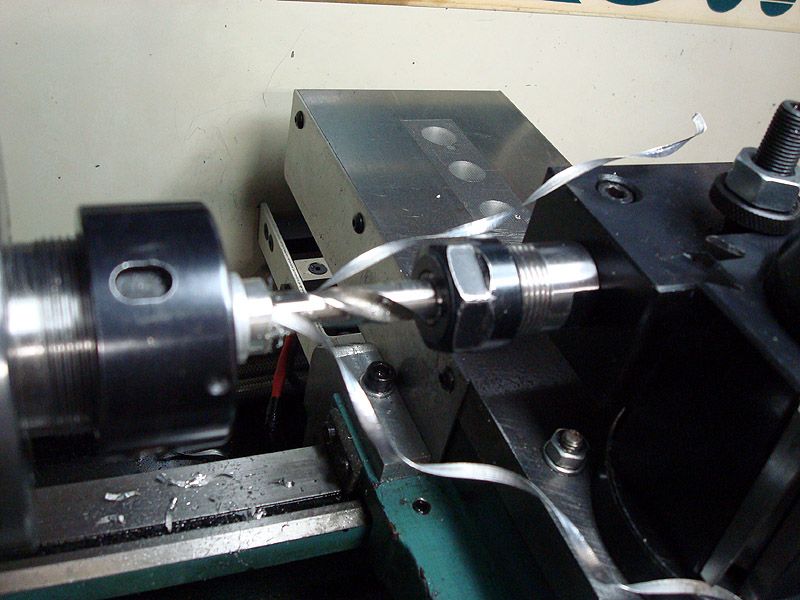
I turned up a couple accurate 7075 alum. discs on stub shafts. One goes in a collet in the spindle, the other goes in the B/B holder. A little fiddling with a feeler gauge and a straightedge gets it into alignment. The drills push out 2 evenly sized and spaced spiral cuttings so it must be pretty close.
DickeyBird,
Thanks ! I can see where having the disks like you made could make bolting down the ATC into the correct position much easier. I'd be tempted at some point to drill for alignment dowels if I ever find that I would be better off running the original tool holder system. Time will tell. I also have the original style QCTP with all the notches, but have not been able to learn much about where to find additional holders (I only have one). I see some discussion about the brand it is, but nothing to indicate whether that company makes holders that actually FIT this post.
I think the key answer here for my 3/4" changer bores might be your use of the 3/4" straight stub ER16 collet shank. Looks like a few of those might be perfect to have along with an assortment of collets. I probably would have to cut them off shorter though as the depth from the front to the back of the rotating plate of the ATC is only .900".
Your Collet chuck, ... nice ! I only have a 3 jaw at the moment. And also that extension on the back of the cross slide look interesting... last time I looked at that area, I was not sure how I could accomplish that same goal with rigidity. It's not like this thing has an overwhelming amount of X travel. Looks like you came up with something really useful there.
Reading somewhere that the Orac was the "model" for other import lathes, my thought was to look at an old Jet 9x20 sitting on a pallet on a top shelf at the shop to see if one could use their much longer plate.... just did not get to look at it yet. I hated using that thing.... but have already concluded that the shape of the ways match because the follower rests fit.
The lathe I picked up is in very, very nice shape. Not a single ding in any of the ways. When I got it, all the control and cabinet parts had been tossed, so it sits on a steel stand with a NEMA cabinet full of controls on the left side of it. It did come with a brand new Emco changer that I sold in order to recoup costs, opting to keep the original changer. I built a 12v/24v power supply relay system to handle the forward and reverse aspect. I believe the photo-transistors worked when I hooked it up, but hooked one wire up wrong, which smoked an op-amp on the board. Soldering in a new one solved that problem and now its just a matter of putting together a macro so the control knows what tool is what.
I have yet to make but a 3" long straight pass on aluminum with it as I now ponder just what in the heck people do for setting tool lengths on a changer like this. I have been tossing together a few tidbits that will hopefully form up the beginnings of a retractable tool setting switch. I think it will be mounted on the backside of the spindle head, and swing out to the right around the chuck. I have a 3rd motor driver in the cabinet I could use to swing it in and out via worm gear and stepper motor.
I'm curious as to what your controlling yours with and what kind of speeds your seeing. I think I have mine set to 100ipm max right now. It does run faster, but I really do not need it too unless later on as I try threading, I need more to keep up with spindle RPM.
I'll get some photos up somewhere at some point. Too bad there isn't a dedicated Denford section at the zone. I wonder why not with all the machines Denford actually makes or made. Thanks for helping out ! That ER-straight shank option never occurred to me !
Actually, the ORAC was made from the Austrian Emco Compact 8 which is what the 9x20's were copied from.
You can get good quality ER chucks & collets from CTC Tools in Hong Kong pretty cheaply.
Here's a couple links that should answer your questions about mine. I'm learning this stuff as I go so I used relatively low power steppers & control. All I get when it crashes is stepper noise & skipped steps. When I get more confident (and the funds) I'll crank up the power.
I had that rather oddball colored NEMA 4 cabinet laying around here for a few years just waiting for the right project. Actually, I had a few of them. I guess this last one was just waiting for a project the same color !
So Chris, does Flashcut come with control software? Just curious; I'm using Mach3 which is good but has some issues here & there. I'm still learning as I go. Good thing for me they have a great forum with knowledgeable & patient folks!
What do you plan to use for CAM or does Flashcut come with it?
Flashcut IS a control software. They utilize a Signal Generator, which is the "black box" external device you connect to a PC that does the ACTUAL pulse processing rather than having windows do it. 15 years ago, everyone ran around blasting the "black box" as something unnecessary because somebody figured out that they could make windows take care of this right out of a parallel port.......
But now, they have changed their minds as parallel ports are disappearing, and frankly, there are other issues that limit machine control when thats all you got.
Flashcut had used a serial cable to connect the pc to their black box, but in recent years moved to USB. This works most excellent because you essentially have a PC that is completely useable for anything and everything with a CNC Control software installed (non-invasive), and with a simple USB cable, your connected to the brain of the system. It is the best control I have found for a windows environment period. Their forum right here at the zone speaks volumes as to what it really is.... a control that works, one without those "here and there" issues that I am fully aware of.
I've used Machx too.... bought into it when it was the thing to do... also bought a Novakon mill with it already on. I gave it a whole lot of time to re-prove to me that it might work, but finally swapped Flashcut into its place and have ZERO problems now.
But that does not mean Flashcut is a do-all or end all..... Its currently only 5 axis max, and I did just stumble into a "problem" with this Denford Retrofit. Seems that Flashcut is made for, say a bit higher standard machine I guess...... When it comes to spindle resolution, their expecting an entry between 500ppr and 10,000ppr ! Mach uses.... wait for it.... ONE ! You and I know that our Denfords came stock with a 48ppr pulse and single index, and Flashcuts dialog box for this entry would not allow me to put the lowly 48ppr in there ! They do not use "Index" to thread like Mach does.
Well, at least on my older "black box" I can't use 48ppr. So, I made contact with them to find out WHY the newer control allowed it and the older one did not, because I have to use one of my older controls on this lathe as I "rotate" controls around on machines (newer stuff on my favorite, most used machines).
Turns out they are going to see if it is possible to use 48ppr on the older black box unit or not for me. If not, I might have to add a 500+ppr encoder to the spindle in order to thread stuff. They have always been very accommodating, so we will see what they come back with. Can't wait to thread something !
Flashcut DOES have levels of DXF importing and "Cycles" which is like Machs conversational "wizards". However, I have Cad/cam programs that can make the right code for dool nose radius........






 Reply with Quote
Reply with Quote